


by Arun Karuppasamy
Centrifugal compressors are sensitive to changes in operating conditions, with operations outside set parameters resulting in sub-optimum performance and risking serious damage. To accommodate different process conditions they may be re-rated or re-wheeled. However, this process must be undertaken with a sufficient understanding of the requirements and limitations of the specific case for the full benefits to be realised. In this article we examine a case study where the shortfalls of an original re-wheel were optimised to meet specific objectives and utilise the full potential of the re-rate design.
Centrifugal compressors are similar to centrifugal pumps in design and operating principle. However, the performance of a centrifugal compressor is more sensitive to changes in operating conditions of molecular weight, suction temperature and gas pressure, due to the relatively high compressible nature of the operating medium. The performance envelope of centrifugal compressors is comparable to that of a centrifugal pump, however the boundary limits of surge and stone wall are more rigid. Operations outside the limits may result in performance shortfalls, leading to high levels of vibration, temperature rise, or even serious damage to the compressor.
Similar to centrifugal pumps, centrifugal compressors can be re-rated to optimise their performance in changing operating conditions. The re-rating of compressors to either accommodate increasing/decreasing flows or discharge pressure requirements must be carried out with due diligence. A good understanding of the compressor’s process conditions and field operating limitations is necessary to fully capitalise on the advantages of re-rating.
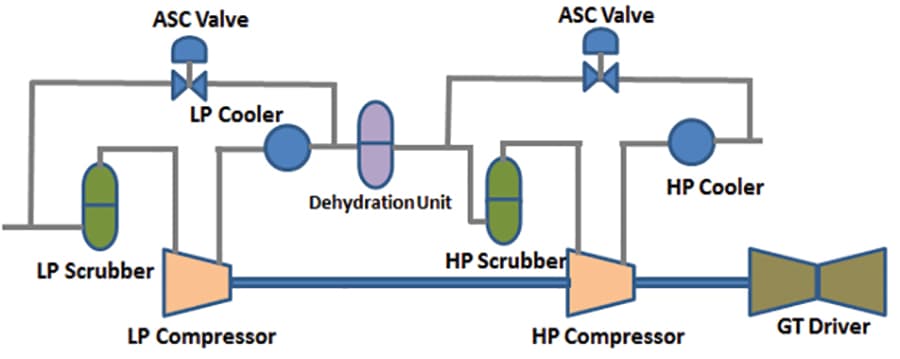
Figure 1. LP and HP gas compression train schematic.
Case study
The gas compression system consisted of two compression stages; Low Pressure (LP) and High Pressure (HP) compressors. Due to reduced flow rates, the compressors were operating in excess recycle mode and were a source of severe downtime due to high compressor discharge temperature trips.
The compressors were re-rated to accommodate the reduced flows of the declining field and improve the overall availability of the compression trains.
The objective of the original re-wheel design was to accommodate lower production rates, minimise recycle rates and improve compressor efficiency to provide better power driver margin. This initial re-wheel design was not fully optimised as the re-wheel compressor operations were limited by two factors.
Firstly, the operating envelope was limited by the discharge temperature limit, and any compressor head available above the temperature limit was unusable. This was compounded by the low efficiency associated with the re-wheel design (high head and low flow design), resulting in a higher discharge temperature, further reducing the useful compressor operating envelope.
A design audit was carried out with the following objectives:
•To understand the limits of the original re-wheel design and the limiting operational issues.
•To list a set of design tenets and guidelines for new re-wheel design.
Following these revised objectives and design guidelines, a new re-wheel design optimised for low flow operations was produced.
Compression introduction
The gas compression system examined in this case study is based on an offshore platform in the North Sea. The compression system consists of two identical compression trains consisting of two in-line barrel type radially split centrifugal compressors (LP and HP) driven by a gas turbine driver. The LP and HP compressors each have a separate discharge cooler and dedicated Anti-Surge Control (ASC) recycle valve feeding into a suction scrubber as shown in Figure 1.
The following objectives were proposed to carry out the re-wheeling of the compressors to meet the declining production rates.
Minimise excessive recycle rates and driver power demand
The existing LP and HP compressors were originally designed for higher flow rates, and due to the reduced production, both the compressors were operating in high levels of recycle. Performance tests of the compressors showed high levels of performance loss, both in terms of head and efficiency performance. This prevented the existing compressors from achieving the original design pressure ratio and their operations were further limited by driver power.
The main objective of the re-wheel design was to minimise recycle operations with the aim of saving fuel gas and providing a driver power margin to meet later-life field operations with degraded compressor performance.
Maintain production rates and delivery discharge pressure
One of the most cost-effective means to maintain production rates on a declining field without any external intervention is to reduce the FWHP (flowing well head pressure). However, there is a limit to how much the FWHP can be reduced. The lower limit depends on many factors, the most critical being the compression limit (pressure ratio).
The other objective of the re-wheel exercise was to explore whether it was possible to increase the pressure ratio capability within the existing driver power limits.
Typical compressor re-wheel limits
Pressure ratio or the polytropic head capability of any re-wheel design depends on the capacity of the existing casing to accommodate an increased impeller count or impeller diameter for a given gas composition and gear ratio (speed limit). Once the head capacity limits of the existing casing are established, the next major check would be the driver power availability. It is also prudent to make sure that there is enough driver power margin available for later-life in-service (degraded) performance.
In addition to design and performance limits, it is also important to identify any operational limits like compressor discharge temperature limits. As the pressure ratio increases the discharge temperature increases, and a major bottleneck can occur if there are → any operational temperature limits. In this case study, the original re-wheel design overlooked an existing discharge temperature limit; hence the re-wheel design had to be optimised to take this operational limit into account.
Design audit of original re-wheel design
Based on the re-wheel design requirements of flow and pressure, the OEM produced a re-wheel design. During the initial design review it was found that the re-wheel design for both LP and HP compressors were not very different from the original design in terms of flow and head capability. The key objective of reducing recycle for future low flow operations was not met.
A detailed design audit was carried out and it came to light that the high head impeller design selected for the initial re-wheel design limited the shifting of the compressor performance towards lower flows. The critical aspect of this re-wheel design was that the additional head available could not be fully utilised due to the discharge temperature limit.
The original LP compressor re-wheel design performance with the discharge temperature limiting the useful compressor operational envelope is shown in Figure 2.
Taking into account the limitation of the original re-wheel design, new re-wheel design tenets were drafted to make effective use of the re-wheel opportunity to optimise the design benefits.
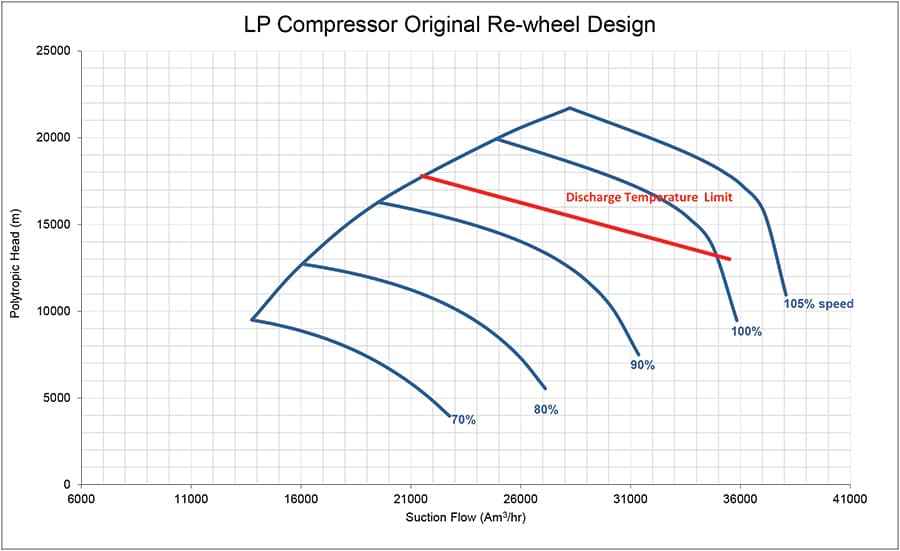
Figure 2. Original re-wheel design envelope limited by discharge temperature limit.
New re-wheel design tenets
In addition to the original design objectives, the following tenets were added to the new re-wheel design:
• Re-wheel design must effectively take into account the unusable compressor envelope restricted by discharge temperature limit.
• Optimise the impeller selection towards low flow design to reduce recycle rates and efficiently tackle the discharge temperature limit issue.
Re-wheel design optimisation
The main drawback of the original re-wheel design was the high head (large diameter) design that restricted the design selection to high flows. There are limited impellers available to meet low flow high head requirements.
Due to the maximum head limit imposed by the existing discharge temperature limit and the revised design tenets, it was possible to optimise the re-wheel selection for the required low volume flows and still adhere to relatively better compressor efficiency. The low head requirement allowed the selection of a smaller diameter impeller, which also helped improve the efficiency.
The new re-wheel design, optimised to take into account the discharge temperature limit and minimise future recycle operations, along with original re-wheel design’s performance is shown in Figure 3.
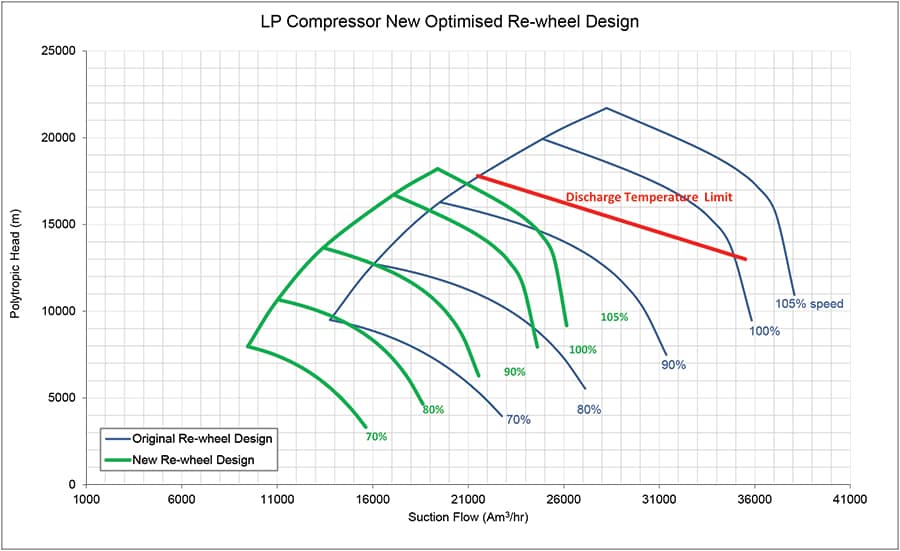
Figure 3. Comparison of new and original re-wheel compressor performance.
Advantages of design optimisation
Due to the diligent re-wheel design audit and careful selection of new design tenets it was possible to optimise the design to maximise the benefits of the re-wheel exercise. The new re-wheel design met the basic design objective of reduced recycle operations. A design optimised for low flow operations resulted in an improved driver power margin and fuel gas savings.
The driver power margin has greater significance in respect to low flow compressors, as the low volume flow compressors are prone to degradation, resulting in loss of both head and efficiency performance. The improved driver power margin would provide buffer for later-life degraded performance.
Conclusion
In addition to relevant aero-thermal design knowledge, a good understanding of the process conditions and operational limits are very important in order to develop a fully functional centrifugal compressor re-wheel design.
In this case a fully optimised re-wheel design was able to restore the design pressure ratio, minimise recycle operations and provide a driver power margin for future degraded operations. Since commissioning, the re-wheel design compressors have operated successfully with high availability.
Arun Karuppasamy is a Rotating Machinery Consultant at g3baxi partnership, UK. He has experience in the design and development of turbomachinery specialising in compressors, pumps and gas turbines for upstream oil and gas business. He holds a Masters Degree in Aeronautical Engineering from Indian Institute of Technology, Kanpur.
Find Compressors Related Companies In The Pump Industry Capability Guide



-
Proper pump piping procedure – 10 steps
By Dr. Lev Nelik, P.E., APICS, Pumping Machinery, LLC www.PumpingMachinery.com Aligning your pump and piping correctly can have a...
-
Hydraulic Institute updates standards
The Hydraulic Institute (HI) has recently updated two pump standards, covering allowable operating region for centrifugal and vertical pumps...
-
Variable speed drives in the dairy shed
Vacuum pumps are used to produce sufficient air flow to operate milk harvesting equipment and represent approximately 80 per cent...
-
Measuring pumping costs for electric irrigation pumps
If the wrong pump is chosen or is worn out, this can increase pumping costs and reduce productivity. In...
-
Priming
Priming the pump readies it for use. A pump's casing must be filled with fluid before starting. If not,...
-
How to select the right peristaltic pump for industrial applications
The basic principle of the peristaltic pump traces back to human “peristalsis” – a term referring to the alternating...
-
Tender: compressor, blower, dryer and pressure vessel maintenance
The Gold Coast City Council (QLD) is currently seeking offers from suitably qualified contractors for maintenance works on air compressors, air...
-
ARC Valves – best practice for pump protection
Centrifugal pumps are one of the most common pieces of process equipment. In modern process systems there is a...









{kind=link}