

FluidFuture® is KSB’s comprehensive energy efficiency concept for your entire hydraulic system, aimed at optimising your plant’s overall efficiency. To make this happen, KSB has developed five interlocking modules, which enable KSB to identify and achieve savings right through the life cycle of your pumps and valves.
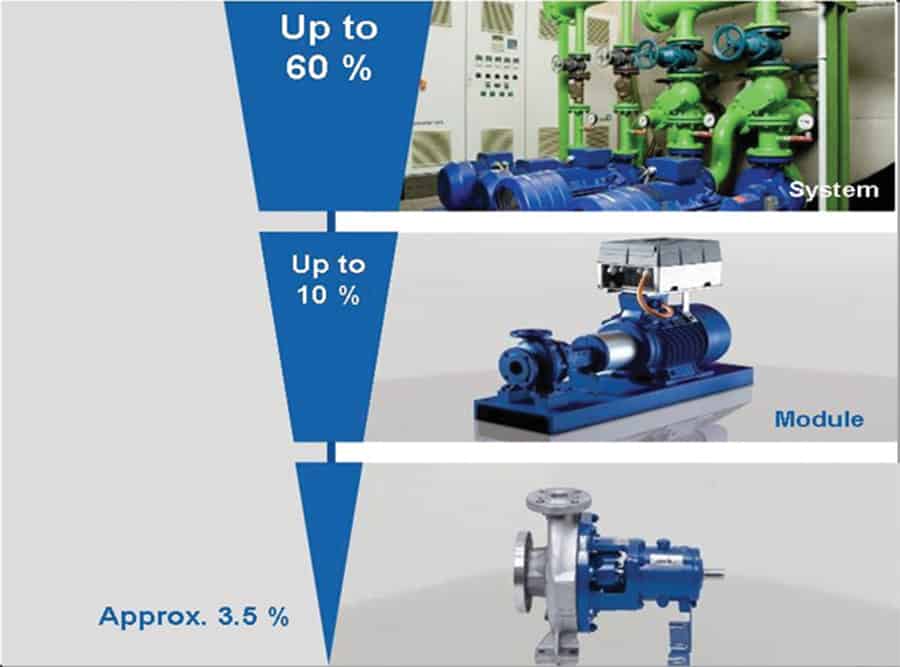
Figure 1. General aspects for reducing energy consumption.
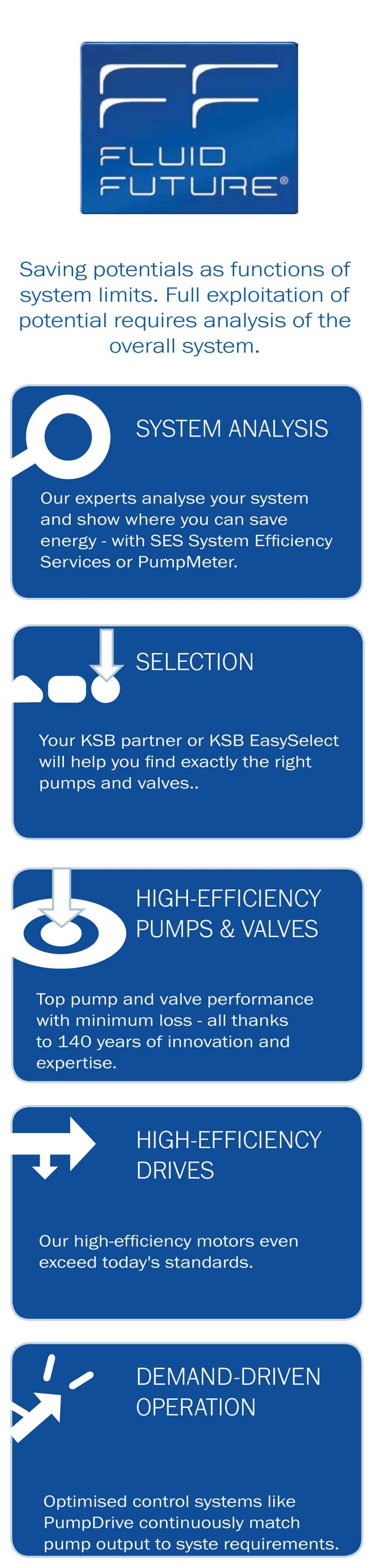
Figure 2.
Maximising the efficiency of pumping systems
KSB has elaborated and tested a compact energy efficiency concept to tackle ‘high energy consumption’. The idea is not to pick out individual components and investigate them without regard for the rest of the installation, but to optimise the entire hydro-mechatronic system (Figure 1). FluidFuture covers everything from analysing pumping requirements and selecting the right pump, to adjusting the impeller’s diameter, implementing automatic, demand-driven speed control and using high-efficiency synchronous motors.
Due to the countless variables in each individual case, there is no such thing as a standard solution for reducing the energy consumption of pumps, no matter what the application. In order to fully exploit the available saving potentials and optimise the cost efficiency of pump systems, the following five general aspects must be given due consideration (Figure 2).
System analysis
For end users, centrifugal pumps tend to be something of a black box. Viewed from the outside, there is no way to tell whether they are working efficiently or just eating up energy. Consultants are often criticised for not taking into account fluctuating operating conditions when they select pumps for a given project. Procurement managers are often accused of ignoring life cycle costs. The real problem, however, begins before the pump is selected and installed.
For both the consultant and the user, the pump has to be a “transparent” machine. It must provide feedback on its own performance, so that this information can be gathered and the experience applied to future pumping solutions, all the while continuing to conform to EN 50001. One way to obtain the requisite data is to install intelligent pressure sensors.
The FluidFuture monitoring unit incorporates pressure sensors as well as a display and analysis unit fitted to the pump (Figure 3). This unit determines the operating point primarily on the basis of the measured difference in pressure between the centrifugal pump’s inlet and outlet. All essential pump data, such as its characteristic curve and motor and application parameters, is stored in the unit’s memory. For the system operator, this means easy handling, minimal installation work and optimal results. It also removes the necessity to install any additional pressure sensors or pressure gauges.
The operating point is determined by calculating the pump head from the difference between the two pressures, including the dynamic head share. This calculation also takes into account that less slip occurs in cases of low flow operation of the centrifugal pump, and an accordingly low load on the motor, than in cases of heavier loads. We can make use of this relationship to calculate the operating point.
First, the precise speed of the pump set is derived from the pressure pulsation caused by the passing impeller vanes. Next, the speed is used as a basis to compute the torque and the pump input power. The pump input power, in addition to the measured pressures and the head, are then used to determine the operating point of the centrifugal pump. No additional measuring points outside of the centrifugal pump are required.
The straightforward display of the sensor is based on international symbols and a typical pump characteristic allows users to assess the operating point immediately upon starting up the pump. The unit continuously determines the operating point and shows in which range it is positioned on the saved pump characteristic. It also records the operating hours per load range. The load profile, obtained as a histogram, is stored for up to ten years and can be accessed at any time with the appropriate software. This means pump operation can be monitored and optimised over a long period of time. The available data also makes it possible to quantify the profitability of optimising pump operation. This is useful if, for example, you were considering retrofitting a speed control system.
For more information, visit www.ksb.com.au

Figure 3. Intelligent differential pressure sensor with load profile memory.
Find Engineering Related Companies In The Pump Industry Capability Guide


-
National Energy Efficiency Conference 2014
The National Energy Efficiency Conference 2014 is taking place at Swissôtel Sydney, on 11-12 November 2014. Australia’s leading event for...
-
Successful project management (Part 1)
For regular readers of Pump Industry E-newsletters, they will have been heartened by the projection that the economic stimulus...
-
Energy efficiency initiative launched to support dairy farmers
The Federal Government has awarded grants of up to $20,000 to 551 dairy farming businesses through its Energy Efficient...
-
Energy efficiency: the business opportunity we must embrace
British Pump Manufacturing Association Director and Chief Executive Steve Schofield was a special guest during the PIA’s 50th anniversary...
-
ISO releases new pump energy assessment standard
ISO has released the new international standard ISO/ASME 14414, Pump system energy assessment. Developed in conjunction with the American Society of Mechanical Engineers...
-
Pulsafeeder High Flow, High Pressure Pump PulsaPro 900
Pulsafeeder announces the PulsaPro 900, a hydraulic diaphragm process and metering pump specifically developed to target the robust needs...
-
Connecting and cooling the urban environment
The recent signing of an agreement between Brisbane City Council and two leading infrastructure partners is an exciting first...
-
Reliable under pressure
In fossil and nuclear energy generation, as well as in modern solar power plants, the steam circuit pumps are...









