

By Don Ehlert, Total Lubrication Management and Marty Williams
Oil mist is an ideal method of lubrication for rotating equipment in geographic regions that are windy, hot, humid, cold, damp, and dusty or anywhere that air borne particulates and moisture contamination may be present. Improving equipment reliability translates into a safer and more reliable plant with more production of product. Oil mist lubrication impedes the ingress of air borne contaminates, delivers clean oil and provides a dramatic impact on equipment MTBR (Mean Time Between Repair). One Australian refinery with approximately 500 pumps uses oil mist with excellent results.
Pure Oil Mist or Dry Sump Lubrication describes the lubrication of rolling element bearings without an oil sump or grease in the bearing housing; the oil mist is the only means of lubrication for the bearings. Oil mist is an aerosol of oil particles that are 1 to 3 μ in size. These small particles are referred to as dry mist; they are too small to lubricate contacting surfaces such as rolling element bearings. The dry mist, 1 to 3 μ sizes, allows the particles to be transported throughout a piping distribution system for lubrication of bearings in rotating equipment with an air flow up to 180 metres away from the oil mist generator, OMG (Oil Mist Generator). Ambient temperature swings have minimal impact on mist density after it leaves the OMG; provided the oil consumption rate is calibrated and proper flow rate is maintained, allowing it to be used in both hot and cold climates. Quality synthetic oils, PAO (Polyalphaolefin) or Diester, are recommended for use when ambient temperatures fall below 4° C (40° F). When mineral oils are used they must be paraffin free to prevent plugging of the reclassifier orifices. Reclassifiers are orifice fittings that convert the dry mist to wet mist, particle sizes larger than 15 μ and greater, for lubrication of the bearings rolling elements. Converting the dry mist to wet mist takes place by increasing the velocity of the small particles through the orifice where they coalesce, impinge on each other, and grow in size. These larger particles then wet out on surfaces and provide a clean, continuous supply of fresh oil. Oil particles that do not grow in size are vented away from the equipment housing and are referred to as stray mist. The loss of oil mist to individual or multiple pieces of equipment does not mean an immediate equipment failure. Should the oil mist system fail or header line breaks; it is recommended that normal system operation should be reinstated prior to the end of the current maintenance shift; within four (4) hours. It is not to be set aside for the next maintenance shift. There are only two items that can completely stop the generation of oil mist; the loss of air and/or oil. Electrical power is not required to generate oil mist. Clean, dry instrument air is required for the generation of oil mist; should the instrument air system fail the entire plant/unit will be shutting down and lubrication will not be an issue. The average oil mist system consumes approximately four litres, (one gallon), of oil in a 24 hour period. For large scale systems the OMG normally has a misting chamber that holds 23 to 34 litres (6 to 9 gallons) of oil with a bulk supply of 284 to 416 litres (75 to 110 gallons) standing by for refilling the misting chamber; the chances of running out of oil are extremely remote.
When applying oil mist to new or rebuilt equipment that may have dry bearings, without any lubricant on them, it is recommended that oil mist lines should be connected immediately after the machine is set in place to allow oil mist to coat the bearings prior to start-up. Equipment coming from a staging or storage area where bearing preservation was not provided is likely to have corrosion or particulate accumulation on the surfaces and bearing failure could be imminent with any method of lubrication.
Benefits of Pure Oil Mist
Pure oil mist is the ultimate oil filter as it breaks oil down to particle sizes of 1 to 3 μ. Larger particles that may bond with solid particulates or water are too heavy for transport throughout the distribution system and fall out of suspension.
The results are a continuous film of fresh clean oil being supplied to bearing surfaces in a pressurized/aerosol form. The bearing housings internal pressure is maintained at approximately 0.125 PSI which inhibits thermal cycling and/or the ingress of external air borne contaminates i.e. dust and moisture. The overall result is bearings without an oil sump operate up to 10° C (30° F) cooler with no recirculation of hot or contaminated oil. Oil mist not only lubricates the operating equipment; it also protects and preserves the standby or idle equipment insuring optimum bearing conditions when service is required. Using pure oil mist means a longer MTBR, mean time between repair, lower life cycle cost, reduced man hours for lubrication tasks, less equipment repairs, less oil inventory on site, less safety incidents due to mechanical seal failures which are initiated by premature bearing failure and less failures that may result in a fire.

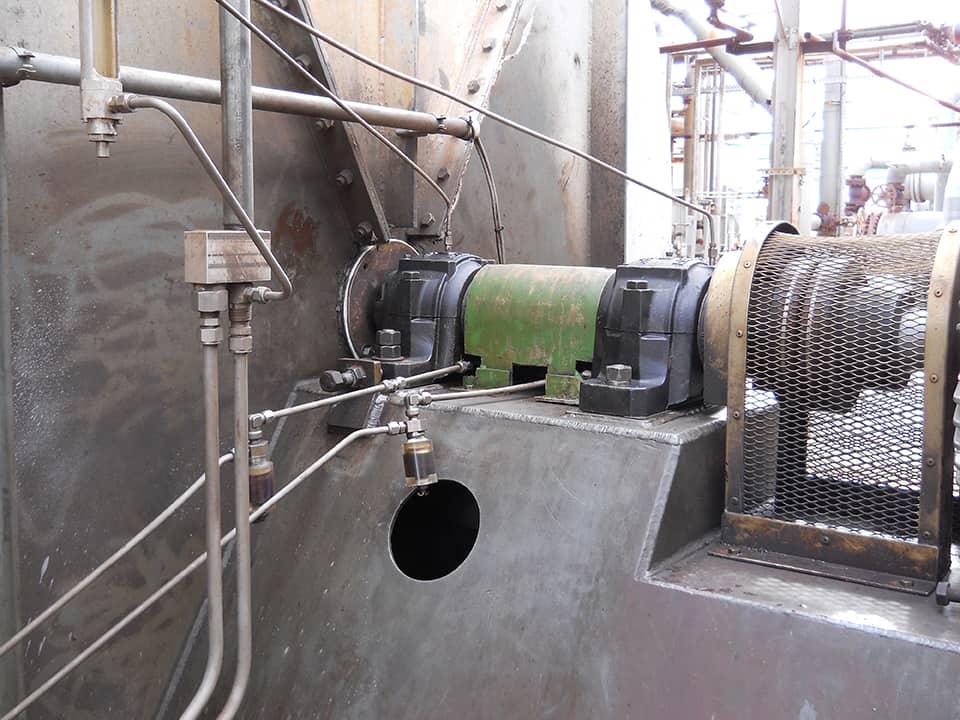
Figure 1
Pure Oil Mist on pumps
Current API 610 pump specifications require that pumps shall have NPT (National Pipe Thread) connections outboard of the bearings. This allows oil mist to be applied into a central connection point between the bearings with venting outboard of the bearings or apply oil mist outboard of the bearings and venting out the bottom drain port as shown in figure 1. Either way insures that oil mist will pass through the bearings from side to side before exiting the bearing housing. The arrangement shown is the preferred method of lubrication as it allows the reclassifier to be sized for the individual bearings which is superior to having a single reclassifier serving both the thrust and radial bearings. When retrofitting oil mist to existing or older pumps the illustration shown is recommended when pumps are operating at 3000 RPM or higher and Kw is150 (200 HP) or greater. A single oil mist application point located in the middle point of the bearing housing is acceptable when operating less than 3000 RPM and Kw is less than 150 Kw (200HP) when lip or labyrinth seals are used. When bearing isolators are used two mist application points are mandatory. Oil mist lubricates pumps in operation and it protects and preserves the internal bearing surfaces from corrosion or false bernelling when sitting idle. Oil mist protects equipment 24/7 in all climates and conditions. Experience from many facilities has proven that pure oil mist is beneficial to rotating equipment reliability. User experience indicates that equipment having sat idle in excess of twelve months have been started without incident. There were no changes in vibration readings from when the machines had previously been in operation.
-

- Figure 2
-

- Figure 3
-

- Figure 4
Pure Oil Mist pillow block bearings
Pillow block bearings are commonly lubricated with grease or an oil sump and these types of bearings are commonly used on FD (Forced Draft) or ID (Induced Draft) fans, figure 3. Grease becomes contaminated over time due to the natural process of bearing operation. Grease, like oil, requires changing at regular intervals and in un-spared equipment this may not be an option. The contaminated lubricant then becomes a rubbing compound that severely shortens the life of the bearings rolling elements. Idle bearings are subject to lubricant contamination from thermal cycling, condensation, wash down water and other forces that apply pressure, even a small amount, to the bearing housing seals. Keeping contaminates out is virtually impossible when oil sump is the norm; however the slight pressure created by the oil mist assists in keeping the bearing housing free of debris and moisture. Applying pure oil mist on pillow block bearings is very effective and inexpensive when the oil mist system is already in place for the surrounding equipment such as the pumps and motors.
When a large scale system is not in the immediate area a small modular unit may be used with excellent results. Modular units may be so basic that only a clean instrument air supply is required for operation, figure 4. These units are ideal for isolated equipment such as tank farm pumps or fan bearings where a larger system is not justified. A notable benefit of the oil mist system is the elimination of oil containers sitting around the machines which promotes cross contamination of lubricants and contamination from outside sources.
As a final point, any machine with rolling element bearings has the potential to be successfully lubricated with oil mist lubrication. Refinery experience demonstrated that bearing life is extended well past normal expectations; in many cases exceeding 130,000 hours in service with no degradation of the bearing structure. Special applications require a good understanding of oil mist and should not be attempted before seeking advice from qualified personnel. When properly applied oil mist will move equipment reliability to a much higher level.
About the Authors

Don Ehlert is currently Manager for EPC Sales at Total Lubrication Management Co., a Colfax Fluid Handling Company, located in Houston, TX. His current responsibilities include providing technical training and sales presentations. Don is also responsible for quotation assemblies for both domestic and foreign engineering companies and end users. He provides technical support to oil mist user’s world wide.
Since joining TLM in 1984, he has filled positions in equipment assembly, field maintenance, field installation, field management, sales and sales management. He has been instrumental with the development of oil mist related products and accessories for special applications.

Marty Williams started life as a Maintenance Technician in the mid-seventies at a major oil refinery in the UK, progressed through the ranks leaving in 1989 as a Maintenance Supervisor to emigrate to Australia.
He started at a major oil & gas facility in Western Australia in 1990 as a Maintenance Supervisor until 2000 when he was seconded to SRC in Singapore for nine months as a Reliability Engineer. On his return to Australia he became part of the Reliability Group working on all aspects of refinery machinery reliability. He introduced oil mist lubrication to the refinery in 2000 being the SPA for the project and has installed a total of thirteen oil mist systems covering the majority of rotating equipment and is now Machinery Engineer at the facility.
Find Chemicals And Plastics Related Companies In The Pump Industry Capability Guide


-
Innovating our water transfer network
Melbourne Water has launched the first stage of an ambitious program to transform our water transfer network.
-
Industry Voices: James Blannin
James Blannin began his career as an apprentice screen printer before finding his way into the pump industry in...
-
Sliding vane pumps for transport and terminals
Sliding vane pumps are a popular pump design for applications requiring flow rates of 75-1,000LPM. They are excellent for...
-
Assessing opportunities for high temperature heat pumps in the food industry
A report from the Australian Alliance for Energy Productivity (A2EP) has identified a number of key market drivers — including...
-
The importance of feed pump barrel inspections
by Greg James, Hydro Australia Rebuilding a typical boiler feed pump cartridge and returning the running clearances to specification is...
-
Considerations when selecting and installing a progressive cavity pump
What do you feel are the most important considerations when selecting and installing a progressive cavity pump? Question answered...
-
ExxonMobil and BHP to invest $1 billion developing Longford gas plant
Esso Australia, part of ExxonMobil, and BHP Billiton have announced they will invest $500 million each in the new ...











{kind=link}