


Peristaltic pumps are self-priming pumps that operate on the peristaltic principle, using mechanical occlusion (or squeezing) to displace the fluid, thus moving it through the system. These pumps come in a variety of configurations and may involve hose or tubing made of various materials depending on the required function.
Principles of operation
The term peristaltic pump refers to various makes of pump colloquially known as hose or tube pumps. Although there are specific differences between hoses and tubing, the terms hose and tube are interchangeable in this article.
Generally hose pumps have thick hose walls, polyamide reinforcing layers and are capable of handling differential pressure to 15 bars. Tubing has thinner walls and tube pumps are generally capable of differential pressures to 4 bars.
Peristaltic pumps are self-priming rotary positive displacement pumps that operate on the peristaltic principle. The pump consists of three major parts: hose or tubing, housing and rotor. The hose is placed in the tubing bed between the rotor and the housing. The rotor has a number of “rollers” or “shoes” attached to the external circumference. These move across the hose where it is occluded (squeezed), thus pushing the fluid. The hose behind the shoe or roller recovers its shape, creating a vacuum and drawing fluid in behind it.
Liquid is trapped between the rollers specific to the ID of the hose and the geometry of the rotor. Flow rate is determined by multiplying speed (rpm) by the volume of the trapped liquid. The volume moved is consistent, even under a wide range of viscosities or density. The flow rate is directly proportional to the gearbox speed (rpm).
Dry-running design
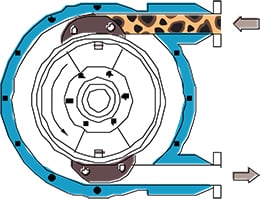
This design incorporates a unique tube bed that always ensures one roller is occluding the hose. This is termed dry-running because the rollers that occlude the hose do not operate in a lubricated bath. Dry running pumps generally have lower flow and pressure capabilities than lubricated pumps.
Dry-running pump design.
Lubricated bath design
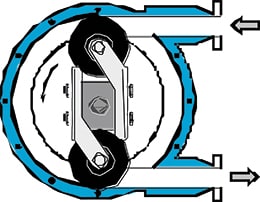
This design uses two sliding shoes on the rotor to occlude the hose. The rotor and hose operate in a lubricated bath that reduces friction on the hose and provides the long life typical of this type of hose pump design.
Lubricated bath pump design.
Benefits of peristaltic pumps
- Available in 15 different sizes that provide flow rates of 0 to 155 m3/h
- Will handle fragile fluids with little wear
- Since only the inside of the hose and hose inserts are in contact with the fluid, they can be processed without the devastating damage experienced by other pumping technologies.
- Hoses are constructed of natural rubber, NBR, EPDM, Hypalon, FKM
- Provide high levels of volumetric accuracy for sampling and metering applications
- Ability to pass solids in the material being pumped, 20{87a03eb4327cd2ba79570dbcca4066c6d479b8f7279bafdb318e7183d82771cf} of hose ID
- Dry-run capability allows tank and line stripping.
- Seal-less design eliminates leaks, contamination and wear problems associated with difficult to seal products.
- Self-priming up to 9.8 meters at sea level on water
- Reversible operation allows pumping in both directions
- Durable construction of ductile iron and steel construction allows higher discharge pressures up to 15 bars.
- Low maintenance requirements of the hose and shoes
Description of hose versus tube pumps
Hose Pumps
Higher pressure peristaltic hose pumps which can operate at pressures up to 15 bars, typically use shoes and have casings filled with lubricant to prevent abrasion of the exterior of the pump tube. This also aids in the dissipation of heat, and these pumps use reinforced tubes, often called “hoses”. This class of pump is often called a “hose pump”.
The hoses in a hose pump are typically reinforced, with a very thick wall. For a given ID the hoses have much bigger OD than tubing for the roller pump. This thicker wall, combined with stiffer material typically used in the hoses, make the forces necessary to occlude the hose much greater than for tubing. This results in a bigger pump and motor for a given flow rate with the hose pump resulting in it consuming more energy to run.
The biggest advantage with the hose pumps over the tube (or roller) pumps is the high operating pressure of up to 15 bars. If the high operating pressure is not required, a tubing pump may be a better option than a hose pump. With recent advances made in the tubing technology for pressure, life and chemical compatibility, as well as the higher flow rate ranges, the advantages that hose pumps had over tube pumps are diminishing.
Hose pump.
Tube pumps
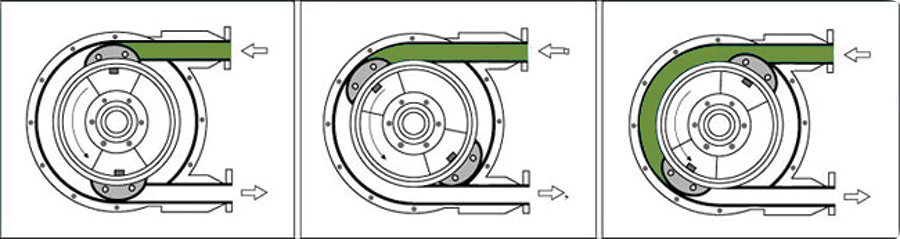
Lower pressure peristaltic pumps typically have dry casings and use rollers and non-reinforced, extruded tubing. This class of pump is sometimes called a “roller pump”, “tube pump” or “tubing pump”.
These pumps employ rollers to squeeze the tube. They have a minimum of 2 rollers 180 degrees apart, and may have as many as 8, or even 12 rollers. Increasing the number of rollers increases the frequency of the pumped fluid at the outlet, thereby decreasing the amplitude of pulsing. The downside to increasing the number of rollers it that it proportionately increases the number of squeezes, or occlusions, on the tubing for a given cumulative flow through that tube, thereby reducing the tubing life.
There are two kinds of roller design in peristaltic pumps:
- Fixed occlusion – the rollers have a fixed locus as it turns, keeping the occlusion constant as it squeezes the tube. This is a simple, yet effective design. The only downside to this design is that the occlusion as a percent on the tube varies with the variation of the tube wall thickness. Typically, the wall thickness of the extruded tubes vary enough that the {87a03eb4327cd2ba79570dbcca4066c6d479b8f7279bafdb318e7183d82771cf} occlusion can vary with the wall thickness (see above). Therefore, tubing at the high end of the wall thickness, but within the accepted tolerance, will have higher {87a03eb4327cd2ba79570dbcca4066c6d479b8f7279bafdb318e7183d82771cf} occlusion, increasing the wear on it, thereby decreasing the tube life. The tube wall thickness tolerances today are kept pretty tight so that this is not much of a practical issue.
- Spring loaded rollers – As the name indicates, the rollers are mounted on a spring. This design is a bit more elaborate than the fixed occlusion, but helps overcome the variations in the tube wall thickness over a broader range. Irrespective of the variations, the roller imparts the same amount of stress on the tubing that is proportional to the spring constant, making this a constant stress operation. The spring is selected to overcome not only the hoop strength of the tubing, but also the pressure of the pumped fluid.
The operating pressure of these pumps is determined by the tubing, and the motor’s ability to overcome the hoop strength of the tubing and the pressure.
Tube pump.
Key design parameters
The key design parameter in hose pumps is hose life. Surveys have shown that 95{87a03eb4327cd2ba79570dbcca4066c6d479b8f7279bafdb318e7183d82771cf} of spares value used on peristaltic pumps is on replacement hoses.
The major issues that affect hose life are as follows:
Occlusion/shimming philosophy
The minimum gap between the roller and the housing determines the maximum squeeze applied on the tubing. The amount of squeeze applied to the tubing affects pumping performance and the tube life – more squeezing decreases the tubing life dramatically, while less squeezing decreases the pumping efficiency, especially in high pressure pumping. Therefore, this amount of squeeze becomes an important design parameter.
The term “occlusion” is used to measure the amount of squeeze. It is either expressed as a percentage of twice the wall thickness, or as an absolute amount of the wall that is squeezed. The amount of squeeze is influenced by the amount of shimming underneath the shoes. The means the greater the shimming depth, the greater the squeeze and the lower the hose life. As discharge pressure increases, additional shimming is required so the squeeze increases.
The occlusion is typically 10 to 20{87a03eb4327cd2ba79570dbcca4066c6d479b8f7279bafdb318e7183d82771cf}, with a higher occlusion for a softer tube material and a lower occlusion for a harder tube material. Rubber composition therefore becomes important so that efficiency is maintained without “over squeezing” the hose and affecting hose life.
Thus for a given pump, the most critical issues are rubber composition, the amount of shimming and wall thickness. An interesting point here is that the inside diameter of the tubing is not an important design parameter for the suitability of the tubing for the pump. Therefore, it is common for more than one ID be used with a pump, as long as the wall thickness remains the same.
Mechanical capability of hose material
Mechanical capability is simply a function of the hose material and the number of times the hose is squeezed. The factors that influence the number of squeezes is the speed of rotation and the number of shoes or rollers. Therefore pump speed is a significant factor in hose life.
The hose needs to be elastomeric to maintain the circular cross section after millions of cycles of squeezing in the pump. This requirement eliminates a variety of non-elastomeric polymers such as PTFE, PVDF etc. from consideration as material for pump tubing.
Different hose materials have different mechanical flex life. The most common hose material is natural rubber. Natural rubber has double the mechanical life of EPDM and three times the life of Buna/Nitrile and Hypalon.
Fluoroelastomers have been used but have very poor mechanical life that tends to make this material impractical. Some manufacturers are currently testing various compositions with the aim of improving fatigue life.
Chemical compatibility
The pumped fluid contacts only the inside surface of the tubing. There are no other valves, O-rings, seals or packings to worry about in a peristaltic pump. Therefore, the only compatibility to worry about in a peristaltic pump is the hoses for the fluid being pumped.
The most popular hose materials (as distinct from tube) are:
- natural rubber
- EPDM (ethylene propylene diene monomer)
- Buna also known as Nitrile
- Hypalon
- Viton fluoroelastomer
Hoses are made in different ways by manufacturers. Some use full width in the particular material. Others use a common outside layer of natural rubber with an inside layer of other material selected for superior chemical compatibility. Some problems have been encountered with dual material hoses with the integrity being compromised due to pin holes in the inside layer and delamination between the two layers.
Typical elastomers for pump tubing (as distinct from hose) are silicone, PVC, EPDM+ polypropylene (as in santoprene), polyurethane, neoprene and a number of proprietary materials. Extruded fluoropolymer tubes such as FKM (viton, fluorel, etc.) have good compatibility with acids, hydrocarbons, and petroleum fuels. However, the material has poor fatigue resistance which decreases meaningful tube life.
There are a couple of newer pump tubing developments that offer a broad chemical compatibility – a lined tubing approach and the use of fluoroelastomer approach.
With the lined tubing, the thin inside liner is made of a chemically resistant material such as poly-olefin and PTFE that form a barrier for the rest of the tubing wall from coming in contact with the pumped fluid. These liners are materials that are not elastomeric therefore the entire tube wall cannot be made with this material for peristaltic pump applications. These tubing provide adequate chemical compatibility and life to use them in chemically challenging applications. There are a few things to keep in mind when using these tubes – any pin holes in the liner during manufacturing could render the tubing vulnerable to chemical attack. In the case of stiff plastic liners like the polyolefins, with repeated flexing in the peristaltic pump they can develop cracks, rendering the bulk material again vulnerable to chemical attack. A common issue with all lined tubing is delamination of the liner with repeated flexing that signal the end of that tube life. For those who require chemically compatible tubing, these lined tubing options offer a good solution.
There are many online sites for checking the chemical compatibility of the tubing material with the pumped fluid. The manufacturers of these tubing may also have compatibility charts specific to their tubing.
While these charts cover a list of commonly encountered fluids, they may not include all fluids required for any application. If there is a fluid whose compatibility is not listed anywhere, then a common test of compatibility is the immersion testing. A 1 to 2 inch sample of the tubing is immersed in the fluid to be pumped for anywhere from 24 to 48 hours and the amount of weight change from before and after the immersion is measured. If the weight change is greater than 10{87a03eb4327cd2ba79570dbcca4066c6d479b8f7279bafdb318e7183d82771cf} of the initial weight, then that tube is not compatible with the fluid, and should not be used in that application. This test is still a one way test, in the sense that there is still a remote chance that the tubing that passes this test can still be incompatible for the application since the combination of borderline compatibility and mechanical flexing can push the tube over the edge, resulting in premature tube failure.
NOTE. The natural starting point for selection of hose materials is chemical compatibility. This happens particularly with pump selection software linked to chemical compatibility charts. This can lead to serious errors as mechanical life is just as important If not more important than chemical compatibility. The correct selection philosophy is to consider both chemical and mechanical implications.
There have been many examples of where natural rubber, because if its superior mechanical life, has provided the best hose life notwithstanding chemical compatibility charts giving natural rubber a “poor” rating.
The best selection process is to start with natural rubber and then eliminate it if deemed to be totally unfit chemically. Natural rubber is also the cheapest material so it is often worth trialling and then eliminating it.
Liquid temperature
The implications of temperature must be considered. The normal rated temperature for hose pumps is 40°C. Normal maximum temperature is 80°C subject to adjustments to either maximum pump speed or maximum discharge pressure. Manufacturer’s selection charts would normally show derating requirements at higher temperatures. If not, contact the manufacturer.
Discharge pressure
As discharge pressure increases, additional shimming is required to maintain pump efficiency. This decreases hose life.
As discharge pressure increases, the maximum allowable pump speed and therefore flow rate decreases to compensate for the reduction in hose life due to additional “squeeze”.
Care should be taken when moving pumps between applications to ensure that those design parameters are not exceeded.
Possible results of hose failure
If a hose ruptures, the following may occur dependent on where the rupture occurs:
- the pump housing fills with the product
- product drains from the suction line and suction tank into the pump housing and then leaks from the pump to the floor.
- product drains from the discharge line and discharge tank into the pump housing and then leaks from the pump to the floor.
Manufacturers do not provide any guarantee on hose life, product loss or consequential damage due to ruptured hoses. It is the customer’s responsibility to prevent pumped liquid loss or any other loss with additional hose rupture detectors and/or non return valves and automatic shut down valves.
Various rupture detection devices are available from manufacturers and these include:
- float type magnetic reed switches which detect changes in liquid level in the hose housing
- conductivity probes, however these are limited to use with products that are conductive
- pressure transmitters fitted to the hose housing which detect a change in liquid level.
The best method of mitigating these losses is by preventative maintenance. A hose replacement regime needs to be established so that hoses are changed prior to rupture occurring. This can be instigated after hose life is determined. This does not mean that rupture detection systems can be forgotten.
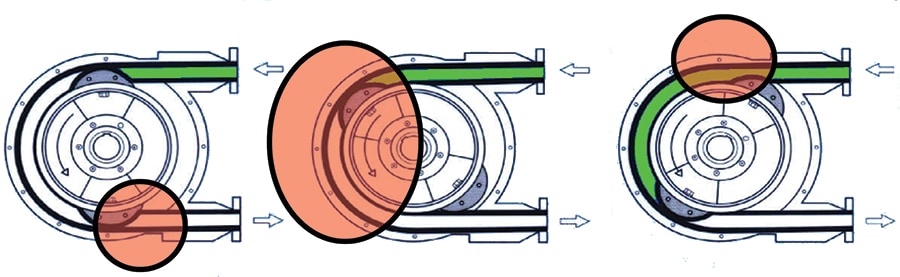
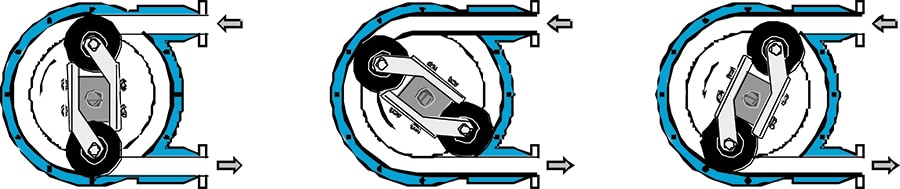
1. Normal end-of-life over shimming (left).
2. Chemical attack under shimming (middle)
3. Over shimming (right).
Recognising the cause of hose failure
Over Shimming
- This failure occurs in the cheek of the hose as the hose starts to re-vulcanise
- Rubber is built up under the shoe, leading to severe internal friction and a heat build up, resulting in re-vulcanisation
- The failure will occur over the rotor shoe’s full contact path
Chemical compatibility
- The inner rubber has softened due to chemical action
- Parts of the rubber breakaway when they are pulled and may stick together
Under shimming or pulsation damage
- Damage occurs where the shoe leaves the hose
- Failure is due to backflow of an abrasive product from severe pulsation
- Remedy – remove the source of pulsation but do not increase number of shims
- Shows as very high discharge side impulse loss









{kind=link}