


By David A. Coyle and Vinod Patel, Kellogg Brown and Root, Inc, Houston, Texas
The process of turning gas into LNG, storing it and loading it onto an LNG tanker requires many pump applications. In this arena, achieving low cost per tonne of LNG and high reliability makes the product attractive, and improving economy of scale with larger plants and equipment continues to enhance the odds of winning. It is this reality that is driving the technology forward. At the same time, the entire industry is based on converting a gas that has to be compressed for transport into a liquid that can be pumped; pumps will continue to play an indispensable role. With a good understanding of the basic LNG chain and the forces driving innovation, the pump manufacturers and rotating equipment engineers will be able to anticipate and respond to industry demands in a manner that provides high value for their customers.
The LNG chain
The LNG chain starts with gas production, usually from offshore wells though some plants receive gas from onshore sources. The gas produced can be from a gas field (non-associated gas) or may be produced along with oil (associated gas). The distinction between associated and non-associated gas is important because associated gas must have LPG components (i.e. propane and butane) extracted to meet heating value specifications of the LNG product.
The produced gas enters the LNG liquefaction facility and goes through several steps of treating before being liquefied. The LNG leaving the liquefaction plant must be stored until a ship arrives to transport the product.
For a facility making 8 MMTPA a 140,000 m3 ship will arrive every three days. The ships are powered by steam engines and typically travel at 19 knots, thus a round trip voyage of 5,000 miles takes between nine and ten days of travel plus at least a day of turnaround at each end for a total duration of 12 days. The time it takes to load a ship once the loading pumps are started is about 12-14 hours.
The LNG liquefaction facility
The liquefaction facility is the greatest contributor to the LNG price at the receiving end, with the possible exception of shipping depending on distance to market. LNG plants produce LNG and condensate (natural gasoline) products, and in some cases LPG (propane and butane).
The major pump services in the liquefaction unit are:
- Amine circulation
- Reflux for scrub column and fractionation towers
- LNG product pumps
- Seawater pumps (if seawater cooled)
- Hot oil pumps
Liquefaction process
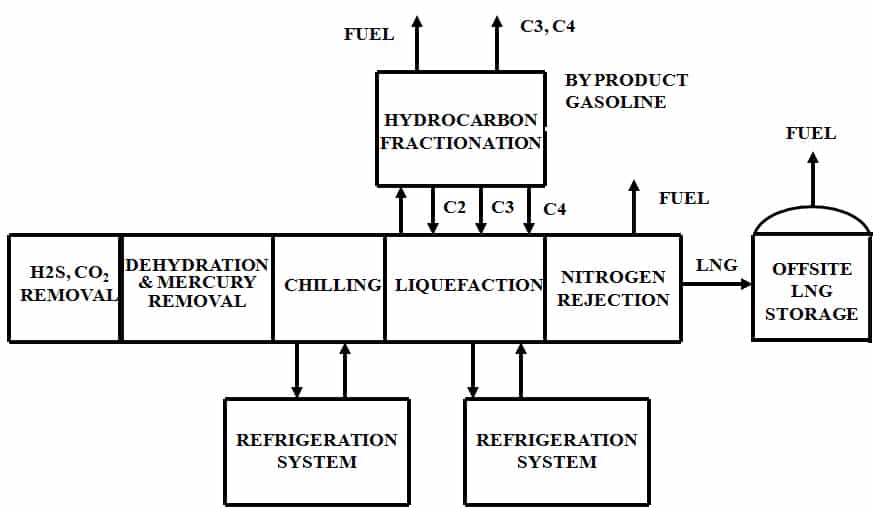
See the block flow diagram in Figure 1. The first step in the process is removal of acid gases such as CO2 and H2S. CO2 would freeze at cryogenic process temperatures and H2S must be removed to meet the LNG product specifications. Typical specifications for acid gas removal are 50 ppm for CO2, 4 ppm for H2S, and total sulphur content less than 25 ppm.
An amine solvent process is most common for acid gas removal. The process has an absorber tower where “lean” solvent contacts the natural gas and absorbs acid gas components, thus becoming “rich” solvent. The rich solvent leaves the bottom of the absorber and regenerates with a drop in pressure and heating in the stripper tower. The regenerated solvent is now “lean” again and cooled and pumped up to the absorber pressure.
The amine solvent pumps are often the largest pumps in the plant, especially when the natural gas contains a high amount of CO2 (10-15 mol{87a03eb4327cd2ba79570dbcca4066c6d479b8f7279bafdb318e7183d82771cf} CO2 is considered high though some natural gas reserves have even more). The solvent can be MEA, DEA, MDEA, Sulfinol, DGA or others, but the current trend is towards activated MDEA based solvents.
The amine pumping service is often split into two parts: a low head pump working at high temperature followed by a high head pump operating at near-ambient temperature. Using the low head booster pump at the high temperature avoids problems with cavitation within the pump which would be present if the high head pumping were done at high temperature. The amine circulation rate depends on the amount of acid gas but a train making 5 MMTPA of LNG with a natural gas feed containing 15{87a03eb4327cd2ba79570dbcca4066c6d479b8f7279bafdb318e7183d82771cf} CO2 can have a circulation rate over 2000 m3/hr handled with 3 x 50{87a03eb4327cd2ba79570dbcca4066c6d479b8f7279bafdb318e7183d82771cf} pumps.
The gas leaving the acid gas removal unit is saturated with water from the amine solvent, and a dehydration unit removes the water. The dehydration unit consists of multiple mol sieve beds and regeneration equipment. Typically two mol sieve beds run in adsorption mode while a third bed regenerates. Hot, dry natural gas flowing through the bed accomplishes the regeneration. After regeneration, cool natural gas cools the bed and then the bed cycles into adsorption mode while one of the other beds cycles to regeneration.
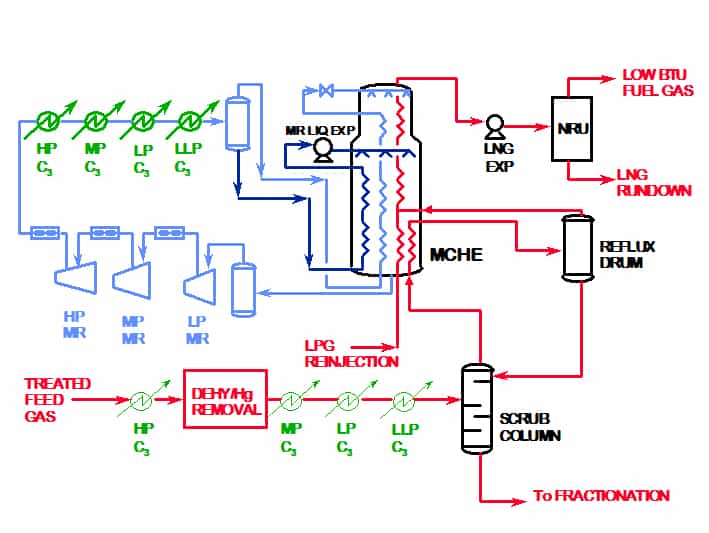
The treated and dry gas now enters the liquefaction unit which chills and liquefies the gas in a refrigeration process. Figure 2 is a drawing of the Air Products and Chemicals, Inc. (APCI) process which makes about 85{87a03eb4327cd2ba79570dbcca4066c6d479b8f7279bafdb318e7183d82771cf} of the world’s LNG production. A multiple stage propane refrigeration system first chills the gas through a series of heat exchangers down to about -30 C. The natural gas drops out liquids at this temperature, and the scrub column removes these heavy liquids (especially benzene and other aromatics) which would otherwise freeze in the main cryogenic heat exchanger.
The reflux pumps for the scrub column operate at about -30 to -50 C, and in the fractionation unit the de-ethanizer reflux pumps also operate at about -30 C. The flow rates of these pumps depend to a large extent on the natural gas composition. For a 5 MMTPA train handling associated gas the scrub column reflux flow can be in the 350-400 m3/hr range, though a plant processing non-associated gas usually has a smaller scrub column reflux pump. The scrub column reflux pump size depends to a great extent on the aromatics present, but in some cases where the natural gas contains little ethane and propane, recovering refrigerant components can be the main factor that determines reflux pump size.
The natural gas leaves the scrub column overhead drum and enters the main cryogenic heat exchanger (MCHE) where it is cooled down to about -160 C at which temperature the natural gas is a liquid at atmospheric pressure. The stream exits the MCHE and becomes the LNG product after running down to storage. The refrigerant for the MCHE is a mixture of mostly methane and ethane which can be made up from the natural gas feed.
The LNG product pump has a special design for cryogenic service and is mounted inside a container. The container, flooded with LNG during operation, also contains the motor. The suction of the pump is at the bottom of the container and the LNG discharge flows through the motor thus providing cooling for the motor. There are no cryogenic rotating seals with this arrangement; the only seal needed is for the electrical connection box, and the box is always purged with nitrogen to prevent natural gas leakage through the conduit.
Several variations exist for the liquefaction process including nitrogen removal options on the back end of the plant (LNG typically has a maximum nitrogen specification of 1{87a03eb4327cd2ba79570dbcca4066c6d479b8f7279bafdb318e7183d82771cf}), and processes licensed by other companies besides APCI. Such processes include Phillips Optimized Cascade, Axens Liquefin, Black & Veatch Pritchard Single MR, and Linde Mixed Fluid Cascade among others. The differences in licensed processes are small with respect to thermodynamics and cost. The real key in selecting a liquefaction process is equipment selection and meeting the plant capacity goals.
 Equipment selections include MCHE type and compressor driver. The APCI process uses a spiral wound type heat exchanger shown above. Other licensed processes use plate fin heat exchangers. The plate fin exchangers tend to cost less than spiral wound but are more susceptible to leaks caused by thermal stress, and maintenance can be difficult if the plate fins are installed in a “cold box” insulation system where the exchangers are placed in a sheet metal box filled with perlite. Getting to the exchangers is difficult because the insulation is similar to a white dust. The spiral wound exchanger can be maintained by access to the tube sheets by manhole or hand hole. The plant owner makes the choice of exchanger type based on these trade-offs in addition to their own operating experiences.
Equipment selections include MCHE type and compressor driver. The APCI process uses a spiral wound type heat exchanger shown above. Other licensed processes use plate fin heat exchangers. The plate fin exchangers tend to cost less than spiral wound but are more susceptible to leaks caused by thermal stress, and maintenance can be difficult if the plate fins are installed in a “cold box” insulation system where the exchangers are placed in a sheet metal box filled with perlite. Getting to the exchangers is difficult because the insulation is similar to a white dust. The spiral wound exchanger can be maintained by access to the tube sheets by manhole or hand hole. The plant owner makes the choice of exchanger type based on these trade-offs in addition to their own operating experiences.
Compressor drivers in the past were typically steam turbines but the trend today is almost universal use of gas turbines. The steam system costs more, adds equipment to the project, and takes more plot space; KBR expects the trend to continue.

One other critical decision for the liquefaction plant is the cooling medium. Fresh water is not available at most liquefaction sites and the usual choice is between once through seawater and air cooling.
The seawater pumps are very large in a baseload LNG plant and the pumps are mounted vertically in a seawater intake basin. The flow rates of these pumps are commonly in the 15,000-18000 m3/hr range. In some plants the seawater removes heat from a fresh water loop, instead of the more common once-through cooling where the seawater goes directly through heat exchangers and then discharges back to the sea. The fresh water loop circulation rate is similar to the seawater rate, but the liquefaction unit exchangers exchange heat with fresh water. The advantage of using the extra cooling loop is higher reliability and lower cost materials in the liquefaction unit. The disadvantages are extra cost and equipment for the fresh water loop and a higher heat sink temperature for the process (which makes the process slightly less efficient).
The liquefaction process, in spite of being cryogenic, still requires some heating services. Examples are the amine stripper reboiler and fractionation reboilers. However, most gas turbine driven LNG plants do not have heat recovery steam generation (HRSG) and in such cases hot oil is a common heat medium. The hot oil is circulated between the heat source and process services with hot oil pumps. In some cases steam is used as a heating medium and in such cases condensate pumps and boiler feed water pumps replace the hot oil pump services. This substitution commonly takes place when there are enough sulfur compounds in the gas to make sulfur recovery in a Claus unit necessary; the Claus unit generates low pressure steam which is available for process heating services.
Cryogenic liquid expanders
One other service in liquefaction related to pumps is the cryogenic liquid expander. The liquid expander is like a pump running in reverse; the fluid enters at high pressure and exits at lower pressure, and shaft power is generated instead of being consumed. The drop in pressure is controlled with a back-pressure valve to prevent the discharge from flashing into two phases.
LNG storage
There are three common types of LNG storage, known as “single containment”, “double containment” and “full containment.” In all cases there is secondary containment in the event of a spill, and the differences between the types is mostly in the method of secondary containment. The single containment storage has a 9{87a03eb4327cd2ba79570dbcca4066c6d479b8f7279bafdb318e7183d82771cf} Nickel self-supporting inner tank and a carbon steel outer wall. There is perlite insulation between the two tanks. In the event of an inner tank leak, the outer wall fails because carbon steel is not capable of holding cryogenic materials. In this case secondary containment is provided by a dike surrounding the tank.
The double containment tank has a post-tensioned concrete outer wall capable of holding cryogenic materials, and no dike is needed because the outer wall provides the secondary containment. However the cold vapors contacting the roof may cause the roof to fail, thus the containment is not “full containment” because vapors may be released in the event of an inner tank leak.
The full containment tank is similar to double containment except that the roof is made of materials which can handle cryogenic temperatures and if the inner tank leaks all liquids and vapors are still contained within the outer wall and roof.
The main advantage of the single containment tank is the low cost relative to the other storage types. The main disadvantage is that the impoundment basin requires more land and then providing enough distance between the dike and the plant fence to protect the public from heat and vapor dispersion requires even more land.
 The LNG loading pumps are similar to the LNG product pumps in that they are submersed in the LNG, but instead of a separate container the pumps are inside pump columns that extend to the tank roof, as shown in above left. The key design feature of this pumping system is that it is possible to pull the pump for maintenance while continuing to operate the storage tank. There is a foot valve at the bottom of the column that prevents LNG from entering the column when the pump is pulled. The operators purge the column with nitrogen and then remove the pump from the top of the column.
The LNG loading pumps are similar to the LNG product pumps in that they are submersed in the LNG, but instead of a separate container the pumps are inside pump columns that extend to the tank roof, as shown in above left. The key design feature of this pumping system is that it is possible to pull the pump for maintenance while continuing to operate the storage tank. There is a foot valve at the bottom of the column that prevents LNG from entering the column when the pump is pulled. The operators purge the column with nitrogen and then remove the pump from the top of the column.
In-tank pump process objectives
The LNG loading pump capacities are usually based on filling a ship in twelve hours. The liquefaction plant typically has multiple storage tanks, and 2 to 4 pumps per tank. It is common to have a total of eight pumps running during loading, each with a capacity in the 1200-2000 m3/hr range and 150-160 metres of head. In many plants there is also a smaller pump in each tank in addition to the loading pumps. The purpose of this smaller pump is to recirculate LNG in the loading lines when no ship is present. The loading lines are large diameter (24-36”) and must be kept cold between ship loadings because cooling them down is a long procedure.
LNG shipping
- LNG terminal layout and site selection are typically based on the following ship parametres:
- 130,000 to 135,000 m3 capacity, having an overall length of up to 310 m, width of 46 m, and fully loaded draft of 11.6 m. The net delivery unloading rate into the receiving terminal is approximately 10,000 m3/hr. There are smaller ships (down to less than 60,000 m3), but the industry trend is towards larger ship sizes with designs on the drawing board for up to 250,000 m3.
- 15 metres minimum water depth
The LNG ships have two different types of pumps. These are the large cargo pumps for transferring LNG, and the small spray pumps which provide LNG for the spray ring that helps keep the entire storage container in a cool state. The storage on the ship is usually one of two types, either self-supporting aluminum spheres or stainless steel membrane compartments supported by the ship hull. There are either 4 or 5 spheres or compartments, and each contains two cargo pumps and one spray pump. The cargo pumps usually have a capacity of 1200-1400 m3/hr and the spray pumps have a capacity of 40-50 m3/hr.
The authors David A. Coyle and Vinod Patel both work for Kellogg Brown and Root, Inc. (KBR). KBR builds the liquefaction and receiving components of the chain, and has been awarded 16 LNG liquefaction engineering, procurement, and construction projects since 1990. On the receiving end KBR has designed 33 terminals and terminal expansions.
Click to view a detailed schematic of pump operations on an LNG plant
Find LNG Related Companies In The Pump Industry Capability Guide



-
The pumps helping NSW beat transmission losses
By Eliza Booth, Assistant Editor, Pump Industry magazine For towns and cities that rely on surface water sources, transmission...
-
Condition monitoring: pump vibration, rotor balance, and effect on bearing life
By Heinz P. Bloch, [email protected] Process pump user-operators often want simple rules-of-thumb to determine maximum allowable vibration. Of course,...
-
Restaging a multistage offshore oil pump
by Arun Karuppasamy In this paper we discuss a case study where a multistage barrel type centrifugal pump was...
-
Style and size considerations when selecting a control valve
Control valves play an important role in regulating the flow, pressure, temperature or other variables – such as density,...
-
Barossa Gas Field to be developed
Santos and its joint venture partners have come to a final investment decision (FID) to develop the Barossa Gas...
-
Keeping up in a changing landscape: state of the industry 2019
The sixth annual Pump Industry State of the Industry survey, which was conducted recently, is showing there’s an increasingly...
-
Tender: solar pumping system supply and installation
Water Corporation (WA) is seeking tenders for the design, supply, installation, testing and commissioning of a complete solar powered...
-
Embracing the new normal: the PIA looks ahead to 2023
Following two years of virtual events, Pump Industry Australia (PIA) Members were once again able to meet face to...











{kind=link}