

by Hugo Howse, United Surface Technologies
In a previous article (‘Wear protection of pump components using hard coatings’, Pump Industry February 2014) we discussed the common commercial coating technologies and materials available to a pump user for protecting critical pump components from wear or corrosion damage. In this follow-up article we will discuss the use of these coatings on some specific pump components to illustrate where and how they can be used.
Shaft sleeves for gland packing service
Shaft sleeves used in gland packing service are subject to abrasion damage from particles in the process medium that become embedded in the gland packing, and this can result in very high wear rates even with moderately clean process mediums.
The wear mechanism is predominantly low-stress abrasion accelerated by abrasion-corrosion; therefore hardness and corrosion resistance of the sleeve surface are the key selection criteria.
For this reason plasma-sprayed ceramic coatings have been very popular, and these coatings provide exceptional wear resistance due to the fact that the coatings can have a hardness in excess of 1,200HV. Because these are true thermal spray coatings they can be applied to essentially any substrate, including steels, stainless steels and bronzes. Because of their inherent brittleness they are however susceptible to mechanical damage during installation or damage from thermal shock in service.
Generally the gland packing requires a controlled amount of process medium leakage to cool the gland sleeve from the frictional heating generated between stationary packing and rotating sleeve.
If there is insufficient cooling by process medium, very high sleeve surface temperatures and thermal gradients can be reached, which can damage a ceramic coating. For this reason the softer but more thermal shock resistant nickel-chrome-boron spray and fuse (S&F) metal coatings have also been popular (i.e. Colmonoy 5 and 6 alloys). These S&F coatings rely on a high-temperature diffusion adhesion mechanism which limits their application to ferrous substrates like steel and stainless steel.
Finally, for very aggressive slurry service in mining and minerals processing, thick (2-3mm) Plasma Transferred Arc (PTA) tungsten carbide-nickel alloys have become the standard, but because PTA is a welding process, the coatings are limited to ferrous substrates.

Figure 1. PTA (left) and HVOF (right) coated tungsten carbide coated sleeves.
Impeller and casing wear rings
Impeller and casing wear rings are subject to two different forms of wear. Even in the absence of any solid particles in the process fluid, the wear rings can be damaged by sliding wear (also called metal-to-metal wear) due to unintentional contact between the rotating (e.g. impeller wear ring) and stationary (e.g. casing wear ring) surfaces resulting in wear ring rub.
This is especially problematic with most corrosion resistant alloys which have a propensity for metal-to-metal wear and/or galling, and the severe seizure of a pump fitted with austenitic stainless steel wear rings (i.e. 316) is an essential rite of passage for any pump engineer.
To reduce the risk of seizure it is prudent to use dissimilar metals for casing and impeller wear rings, ensure a minimum 50HB hardness difference between the rings or coat the wearing surfaces with a suitable anti-galling coating.
In the selection of the coating process, the main consideration is the potential risk for frictional heating (and the resultant high thermal gradients on the surface of the wear ring) and high contact pressure associated with unintentional contact. Generally a thermal spray coating will be susceptible to damage from such high thermal gradients and high contact pressures, and therefore the damage tolerant nickel-chrome-boron S&F coatings have been used. The general trend is to use a 50HRC (e.g. Colmonoy 5) coating on one surface and a 60HRC (e.g. Colmonoy 6) on the other to achieve a hardness difference and reduce the risk of galling, although this becomes far less critical once the surface hardness exceeds approximately 50 HRC.
Similarly these S&F coatings rely on a high-temperature diffusion adhesion mechanism which limits their application to ferrous substrates like steel and stainless steel, although with the modern high velocity oxy-fuel (HVOF) process moderately damage tolerant nickel-chrome-boron coatings can be achieved without the need for post-coating fusing.
If there are any solid particles present in the process medium the particles can move through the wear ring interface if they are small enough, due to the pressure differential across the wear ring, and depending on the size of the particle this can result in abrasion (e.g. when particles are approximately the same size as wear ring clearance) or erosion (e.g. when particles are much smaller than wear ring clearance). Assuming the impeller rub is not so severe that coating damage occurs, excellent results have been achieved using tungsten carbide-cobalt chrome (WC-CoCr) coating applied with the HVOF process. These coatings combine excellent abrasion and erosion resistance with good corrosion resistance.

Figure 2. Diamond wheel grinding of very hard carbide coating.
Impeller and diffuser vane tips
In the presence of solid particles in the process medium the vane tips of impellers and diffusers are subject to erosion – corrosion damage, resulting in a decrease in hydraulic performance, which translates to increased energy consumption. Obviously this will also result in a reduced service life.
Because of the complex geometry and thin sections present in these components the most suitable coating solution is tungsten carbide-cobalt chrome (WC-CoCr) coating applied with the HVOF process. A critical process variable when coating these complex geometry components is gun manipulation, as the coating quality is very dependent on variables such as spray angle and distance. The only reliable way of achieving this control is through the use of robotic gun manipulation.
Pump shaft bearing journals
Pump shafts often incorporate oil or product lubricated bearing surfaces that are integral to the shaft or are in the form of a shaft sleeve. These bearing surfaces are often subject to an unexpected amount of wear, even in the presence of ‘clean’ oil or process medium. The problem is that these bearing surfaces are typically either white metal or polymer (e.g. Thordon®, Tufcot®), and any particles (e.g. minerals or ‘soft’ metallic particles) in the oil or medium readily embed into these soft bearing surfaces. The particles produce an extremely abrasive surface on the bearing material surface which is in contact with the rotating shaft, resulting in high wear rates on the shaft. It has been shown that in the case of oil lubricated bearings the very high temperature experienced on the contact point of these small embedded metallic particles result in the carburisation of the particles, producing very hard sharp surfaces.
In some cases the wear can be severe enough to produce metal shavings from the rotating shaft, resulting in so-called ‘wire wooling’. Note these soft bearing materials act like a sponge for any particles in the process medium, and the wear damage is often disproportionate to the amount of solids contamination.
For this reason, coatings are often used to provide wear protection to the relevant portion of the shaft or shaft sleeve, but because these small embedded particles could potentially be very hard, a coating with very high hardness is required. Plasma-sprayed chrome oxide and HVOF-sprayed WC-CoCr have been popular, as both coatings have a hardness exceeding 1200HV. Note that because of their extreme hardness these coatings have to be ground using special diamond grinding wheels, as shown in Figure 2.
It is important to ensure that the coatings have a suitable surface finish to maintain the lubricating film in the bearing interface to prevent direct metal-to-bearing materials contact. If this occurs it can result in accelerated wear of the softer bearing material through ‘cutting’. Because these lubrication films are very thin, typically of the order of a few micrometres, a very fine surface finish of N5 or better is required.
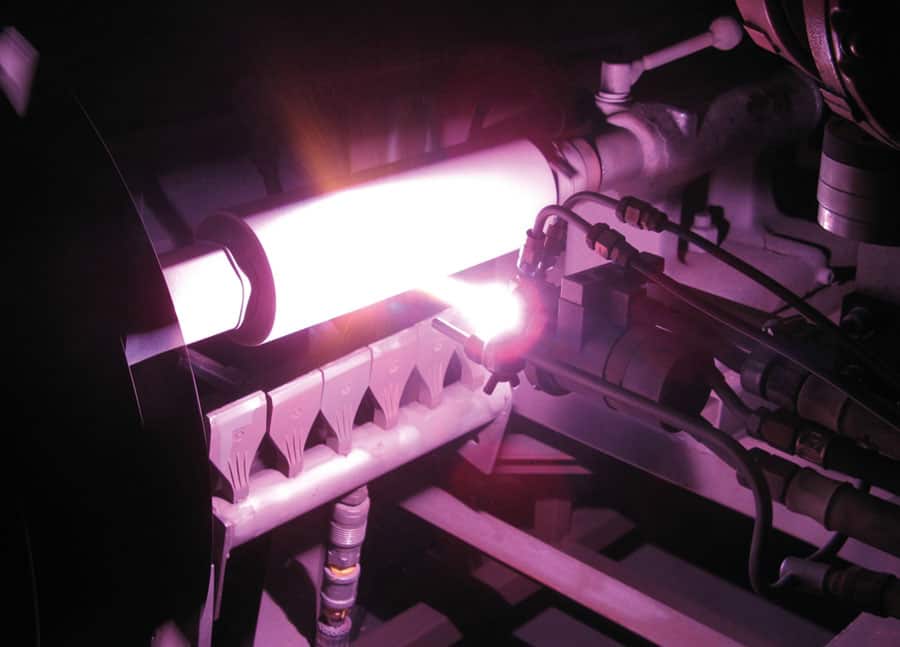
Figure 3. Plasma spraying of a shaft sleeve.
Pump shaft locating journals
Pump shafts, and the impellers, sleeves and bushes fitted to the shaft, are generally made from corrosion resistant alloys if the pump is to be used in corrosive service. As a general rule corrosion resistant alloys have poor metal-to-metal wear resistance, and these alloys are very prone to galling during assembly and disassembly.
One method of reducing the risk of galling is to coat the shaft with a galling and corrosion resistant coating, and hard chrome has been used for many years to fulfil this function. Because of environmental concerns, there have been significant developments globally to develop some hard chrome alternative technologies, and HVOF sprayed chrome carbide-nickel chrome (CrC-NiCr) coatings have been shown to provide superior corrosion and anti-galling resistance on stainless steel shafts. These coatings eliminate the risk of components seizure onto the shaft during assembly and disassembly of the pump.
Refurbishment
Because a thermal spray coating ‘adds’ material, it is an excellent method to refurbish components that have become unserviceable due to wear damage. A simple example is a shaft which exhibits wear damage on a bearing journal – a suitable coating can be used to restore the dimensions of the bearing journals and at the same time the functional performance of the shaft can be improved by spraying the relevant journal with a coating material which has better wear and corrosion resistance than the original shaft material.
It is however important to note that the thermal spray coating does not add any mechanical strength and the component that is being repaired must be mechanically sound prior to the addition of any coatings. It is also prudent to include a non-destructive test during such a repair to ensure that the components do not have any hidden defects that could result in premature failure (i.e. check a shaft for any fatigue damage).
In conclusion, thermal spray coatings can radically reduce the life cycle cost of running a pump, both in terms of extending the life of critical components but also by reducing energy usage. Note that the maintenance of efficiency critical dimensions and profiles on wear rings and vane tips can have a profound influence on the life cycle cost of a pump. On large complex pump installations the pump running cost typically represents more than 90 per cent of the life cycle cost of the pump, and even a modest reduction in pump efficiency over time can result in a substantial increase in the pump life cycle cost.












{kind=link}