

By Heinz P. Bloch, Process Machinery Consulting, and Richard Smith, Oil & Gas Development Director at AESSEAL
In a previous issue of Pump Industry, Heinz P. Bloch and Richard Smith looked at cost-saving opportunities for general purpose steam turbines. In this issue, they will continue this discussion, examining the advantages of upgrading to new technologies, and the paybacks and expected performance for two upgrade situations.
The advantage of new technologies
As is shown in the insert on Figure 1, modern replaceable rotating labyrinth devices are readily available that can be installed in existing machines without bearing housing modifications. Unlike traditional fixed labyrinths, rotating labyrinths use centrifugal force to expel potential contaminants before they reach the oil. During periods of operational idleness, dynamic (axially moving) vapor-blocking O-rings provide a secondary level of protection and, therefore, full compliance with the requirements found in API-611, paragraph 6.10.4.2.1.1
Lubrication protection must be effective when the equipment is running and also when it is not in operation. With low-cost and traditional labyrinth seals, moisture aspiration occurs while running and also during the shutdown phase. The underlying basics are simple; as the equipment cools, the surrounding ambient air is drawn into the bearing housing.
In order to prevent moisture ingress during this condition, a vapor shut-off device is needed. This shut-off feature is overlooked in many OEM’s (original equipment manufacturers) labyrinth type seals. Figure 1 again helps to explain how a thoroughly well-engineered bearing housing seal prevents moisture ingress when the turbine is operating and also when it is not operating.
Temperature resistance is achieved by using graphite foil secondary shaft seals; it should also be noted that several design options are available to fully accommodate the thermal growths encountered in larger multistage general purpose (GP), or even special purpose (SP), steam turbines.
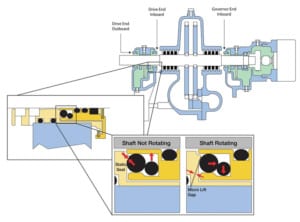
Figure 1. Location and configuration details of a well-proven steam turbine bearing housing protector seal. Note the large cross-section O-ring which seals against a static seat if the shaft is stopped and provides an axial micro-gap with shaft operating.
Return on investment for a conversion and upgrading program
The advanced bearing housing protector upgrade should be incorporated into the normal steam turbine maintenance cycle rather than a pre-planned removal cycle. Planned removal would make the upgrade project unnecessarily expensive. It’s again worth mentioning that the approximate total investment required is a relatively negligible $1500 per turbine, and that payback, as indicated later in our sample comparison studies, are often as short as three or four months.
While not universally applicable to every conceivable product make or design, this payback is not unusual for steam turbine bearing housing seals that incorporate the specific design features shown earlier in Figure 1. In the years leading up to 2017, hundreds of these protector seals have been operating flawlessly in GP steam turbines manufactured by Coppus, Dresser-Rand, Elliott, Terry and Worthington.
Throughout the world, these seals are installed in a wide range of steam turbine sizes. The lube application details in these machines often differ.2 Returns-on-investment can differ as well, as comprehensive and detailed payback studies will illustrate. We will therefore distinguish between Situation “a” and Situation “b”.
Situation “a” is a non-pressurised splash lubrication system, also described as a turbine bearing housing with an oil sump. Situation “b” exists if oil is continuously supplied to the bearing housing by a pressurised feed system, generally known as a circulating oil system. This distinction is worthy of emphasis by merely restating that payback periods will differ from as little as three weeks to perhaps 12 months.
The Harms and Rehmann case study 3 involved Situation “a” at a world-scale facility in one of the southern United States. In this case study, competent reliability professionals published their actual experience and in-plant statistics. They included a bearing replacement event to the tune of $14,000 and a steam turbine rebuild event costing $35,000; both are meaningful numbers to keep in mind.
Payback for non-pressurised oil splash or sump lubrication systems (Situation “a”)
Here, we are dealing with oil sumps with capacities typically ranging from 1⁄2 to 11⁄2 gallons. There is no provision for oil filtration and, to achieve an MTBR of 10 years with only the traditional labyrinth seals, one would probably opt for oil changes every two months. Alternatively, after installing modern bearing housing protector seals (Figure 1), one might reasonably change the oil once per year or perhaps only once every three years.
The vulnerabilities of allowing water and solid contaminants to enter into bearing housings were mentioned earlier. In short, if atmospheric contaminants are allowed to enter and long bearing life is desired nevertheless, the lube oil must be frequently replaced. Cleaning by any of the available on-stream purification methods is highly uneconomical on small sump sizes.
We use oils costing from $8.00/gal (straight mineral oil) to $36.00/gal (“synthetic” oil) and assume oil disposal to cost $4.00/gal. The key labour and oil contamination cost contributors that can be eliminated are given on page 42, but the list could probably be expanded.
Performance expectations for sump lubrication systems and “doing nothing”:
Frequent turbine outages and/or repair events are inevitable if unacceptably high oil contamination is invited or tolerated. To do nothing is simply unacceptable and, in a 10-year period, would probably require at least three complete rebuilds at $40,000 per occurrence. That’s $120,000, or $12,000 per turbine per year. It follows that a responsible plant can neither allow nor afford to “do nothing”. In essence, we want to do everything that is reasonable and cost-effective to ward off the perils associated with run-to-failure decisions in critical machines.
Performance expectations for sump lubrication systems and labyrinth seals:
Pursuing a $400-per-oil-change strategy includes at least three elements: labour, the cost of new oil, and the disposal cost of used oil. Using traditional labyrinth seals is thought to allow owners to opt for six lubricant replacements per year (at $400/event), and to then reasonably expect a 10-year MTBR for the GP steam turbine. With labyrinth seals, there would thus be 60 lubricant replacements between turbine overhauls (occurring every 10 years) and the total outlay would amount to 60 times $400 = $24,000— $2400/yr.
Performance expectations for sump lubrication systems and advanced bearing housing protector seals:
Upgrading is done with a set of three advanced bearing housing protector seals ($1500 for the set), and thereafter changing the oil only three times in 10 years. This schedule of three oil changes per 10 years is presently being followed by a refinery in the UK after conversion to advanced bearing housing protector seals. In a 10-year period, this refinery expects to pay 3*$400 = $1200 for oil changes. Their 10-year total will amount to $1200+$1500 = $2700. This is equal to $270/yr. One way of calculating the refinery’s payback ratio is $2400/$270 = 9:1.
Payback for pressurised oil feed systems (Situation “b”)
Many background histories have confirmed that as long as steam and other atmospheric contaminants are prevented from entering bearing housings, lube oils can remain serviceable in steam turbines for 10 years and longer. With suitable on-stream purification on reservoirs with more than 3000 gallon oil capacity, some US utilities have used the same charge of oil for 25 years. An ethylene plant in Texas used the same charge of mineral oil for 14 years in two large turbomachinery trains. The plant found it convenient to replace the oil, although oil analyses consistently certified this on-stream purified oil in the “as new” condition. Of course, our Situation “b“ relates to much smaller pressurised systems without on-stream oil purification. The vulnerabilities of allowing water and contaminants to enter into bearing housings were mentioned earlier. In short, if atmospheric contaminants are allowed to enter and long bearing life is desired nevertheless, then lube oil must either be frequently replaced or the lube oil must be kept clean by on-stream purification. While entirely feasible, oil changes and/or on-stream purification incur the cost of maintenance labour or purification equipment or both.
In the absence of spending maintenance money, the ultimate cost of reduced equipment life and/or repair, downtime-related monetary outlays must be considered. Much of this cost can be eliminated with the advanced bearing housing sealing method described here and illustrated in Figure 1. Realistic cost projections are given here, but readers are encouraged to use whatever represents their own local experience for labour and materials. A further distinction must be made if a circulating oil system serves more than one steam turbine, in which case a more detailed analysis would be needed. In other words, our projected expenditures refer to a single steam turbine with its own dedicated circulating system.
Performance expectations for pressurised oil feed systems:
We again assume a 330 gallon oil reservoir (per Figure D-1 in API-611, 5th Edition, 20084) containing oils costing from $8.00/gal (straight mineral oil) to $36.00 per gallon (3.85 liters) of “synthetic” oil. Oil disposal is assumed to cost $4.00/gal.
With conventional labyrinth seals in a steam turbine equipped with pressurised oil feed system, we could reasonably achieve a 10-year MTBR (mean-time-between-repairs), but only if we opted for yearly precautionary oil changes. Extending oil change intervals beyond one year would risk an increase in costly unscheduled downtime events due to unacceptable oil contamination. We are now contrasting steam turbines with plain labyrinth seals versus steam turbines with the bearing housing protector seals in Figure 1. On a per-year basis, (mineral) oil costs $8/gal times 330 gal = $2640. Disposal (at $4/gal) will cost $1320. Adding the two items yields $3960 and multiplying by 10 equates to $39,600 over a 10-year period. But now assume spending $1500 for a set of bearing protector seals and thus extending oil replacement to only three in 10 years. This would cost $39,600/3 = $13,200 in 10 years, or $1320 per year. Our set of bearing housing protector seals costs $1500 and will last at least 10 years; the set costs $1500/10 = $150/year. For a simple payback calculation we add $150+$1320 = $1470 and then divide $1470 by $3960 — less than five months.
A similar calculation pertains to synthetic oils. On a change-each-year-basis (which might be practiced if serious contamination occurs), a charge of synthetic oil costs $36/gal times 330 gal = $11,880. Disposal (at $4/gal) will cost $1320. Adding the two items yields $13,200 and multiplying by 10 equates to $132,000 over a 10-year period. Again, assume spending $1500 for a set of bearing protector seals and planning three oil replacements in 10 years. This would cost $132,000/3 = $44,000 in 10 years, or $4400 per year. Our set of bearing housing protector seals costs $1,500 and, because it will last at least 10 years, the set costs $1500/10 = $150/year. For a simple payback calculation we look at incremental savings by using a set of bearing housing protector seals: $13,200-$4400 = $ 8800/yr. Our benefit-to-cost ratio is 8800/150 — a rather staggering 58:1. Even a less optimistic alternative calculation is rather telling; if, for 330 gal of $36/gal synthetic oil, we assume three precautionary oil change and disposal intervals in 10 years, we will have spent $36*330*3/10 or $3564/yr. With a set of bearing protector seals, our initial payback would be 1500/3564 = five months.
While we have purposely demonstrated different ways of calculating returns on investment, the results always confirm that bearing housing protection seals make economic sense.
Comparisons revisited and summarised
Any of several approaches can be used for comparisons and examination of payback. Suppose we view labyrinth seals and make six oil changes per year our basis. In that case, our first-year outlay (per steam turbine) with labyrinth seals in place would be six times $400 = $2400. We could also say that our first-year outlay with the upgrade seals shown in Figure 1 equals $400 plus $1500 = $1900. The first-year payback would be 1900/2400 = <10 months.
Perhaps we would also derive confidence by looking at the incremental savings likely realised by the UK refinery. We know that they installed many sets of modern bearing housing protector seals for $1500/set and, over a three-year period, will have spent $1500 plus $500 for the single oil change, including labour and synthetic oil. They use replacement intervals of three years and their three-year total would be $2000. Staying with labyrinth seals and aiming for the same reliability, this refinery would have to replace a mineral oil six times per year, or 18 times in three years. Their cost would then be 18*$400 = $7200 per GP steam turbine per three years. Calculating in this manner, our payback would be 2000/3 divided by 7200/3. This would result in a payback of somewhere between three and four months. We could also calculate benefit-to-cost-ratios for similarly convincing and equally attractive outcomes.
One last comparison summary again demonstrates the general validity of many different cost assessment or cost justification or scoping methods. Here, we again start by focusing on the basic labyrinth seal of years ago. We replace oil every two months — six times per year, $400 each time = $2400. However, after retrofitting a $1500 set of modern 10-year life bearing housing protector seals (per year cost $1500/10 = $150/year) we would have only a single oil replacement activity per year ($400). As we add $400+$150, we find the per-year cost to equal $550. Therefore, our net savings per turbine per year will amount to $2400-$550 = $1850. Upon completion of the project we can multiply this number by 160 to obtain the potential savings for our sample facility which has 160 GP steam turbines. $1850*160 = $296,000.
It’s good to also put a value on reassigning freed-up technical talent to other reliability improvement tasks. Making best use of their time and effort will extend the uptime and profitability of an entire plant. Yearly direct savings approaching $500,000 are obviously within reach once all conversions have been fully implemented.
We have also seen refineries that don’t change oil regularly — some of these send unit operators or “field persons” into the facility to drain off water. This activity might take 30 minutes and cost $35 per intervention. As we then assume 20 such water drain-off events per year, we arrive at a cost of $700/year. Adding to this an oil change (oil at $8/gal) and a work order which costs $400 to write and process will total roughly $1100 per year. In contrast, the three-year cost of a set of bearing housing protector seals is limited to $1500 and a $400 oil change. The cost will be $1500+$400 = $1900/3 years, or $633/yr. In this instance, we came up with the lowest possible benefit-to-cost-ratio, approximately 2:1. However, we must look at the entire picture and make allowance for the fact that the $1100/yr approach allowed water to enter the bearing housing. Now the cost-to-benefit-ratio will actually be far more favorable than 2:1.
Finally, we chose to be optimistic when we earlier considered fire risk in the previous article. Assume that a plant might expect one turbine-related fire per 2000 repairs or similar interventions — this would give an amortised fire cost of $1500 per event.
Suppose we had 160 turbines and an MTBF of 10 years. In that case, the risk is one in 125 years. We would obtain a per-year cost of $3,000,000/125 = $24,000. If we use the “do nothing” approach and an MTBF of only three years for a population of 160 turbines, the risk is one-in-37.5 years and $3,000,000/37.5 = $80,000/yr.
Using a “phased 10-year investment” approach
Of all these and many other possibilities, we decided to elaborate on a phased investment approach and constructed explanatory Table 1. We kept it relatively simple, letting financial experts aim for greater precision. But beware; while computer software programs exist that can do the work faster, we adhere to the belief that common sense and experience might be just as valuable as placing seven digits behind the decimal point.
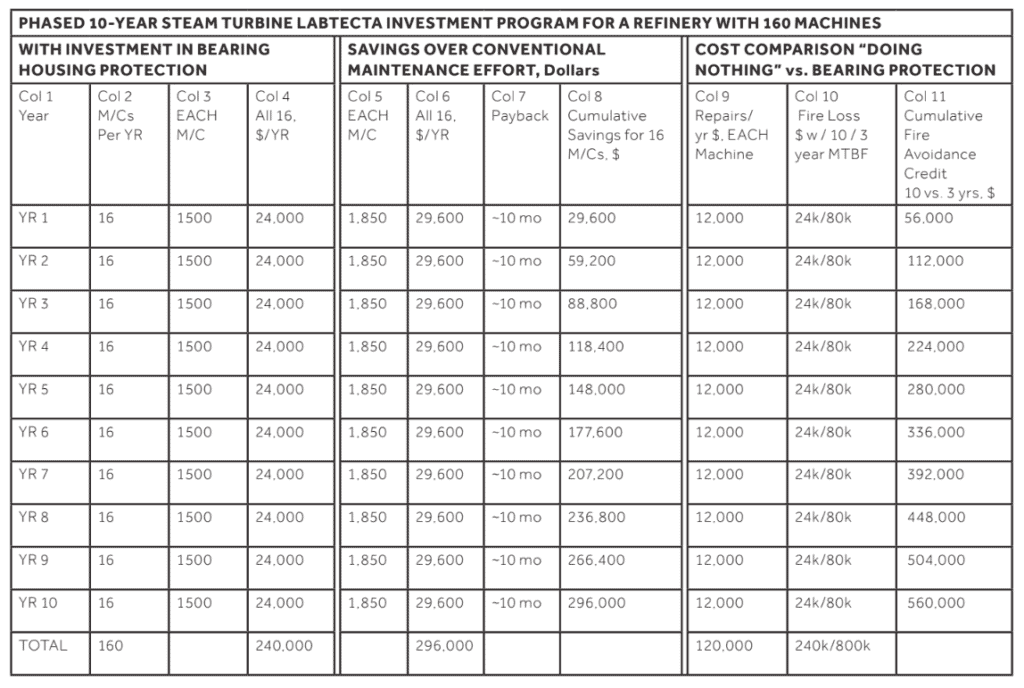
As an aid to visualisation, we constructed Table 1, calling it a “phased 10-year steam turbine upgrade/investment” approach. Our numbers pertain to Situation “a”, where a user has 160 steam turbines, all incorporating small oil sumps. These turbines are aging; they were originally fitted with labyrinth seals. Suppose the client’s or user’s company now wanted to follow through with a phased upgrade/investment approach. In this phased approach we can readily see our yearly outlays and compare these upgrade investments to the resulting savings.
Note that Table 1 is initially divided into the three groupings; Investment, Savings and Cost of Doing Nothing. The groupings are subdivided into a total of 11 columns containing numbers; we will again explain how we arrived at the various numbers. The Investment group is first; it gives yearly expenditures in three of its four columns:
Column 1 lists 10 consecutive years; each line in this column will reflect that we decided to convert 10 per cent of our 160 turbine population-total each year. In other words, we upgrade 16 machines per year.
Column 2 repeats (or merely re-states) that 10 per cent of 160 equals 16 machines; these 16 are involved in the projected conversion/upgrading work in a given year.
Column 3 shows an outlay of $1500 (our “Investment in Greater Reliability”) per set of three bearing housing protector seals installed in each turbine.
Column 4 is obtained by multiplying column 2 times column 3 and the dollars invested per year which, of course, equals $24,000. The 10-year total of $240,000 is shown in the last row of column 4.
Next, there are four columns in the segment labelled “Savings”. We can demonstrate savings by using monthly and cumulative savings attributable to installing advanced bearing housing protector seals versus continuing operation with leakage-allowing conventional labyrinth seals. Recall that our numbers relate to Situation “a” — which is more prevalent worldwide in small GP steam turbines than Situation “b”.
Column 5 shows yearly savings (per steam turbine) after performing the subtraction $2400- $550 = $1850.
Column 6 gives the yearly savings for a total population of 160 machines. We obtain the numbers in column 6 by multiplying the numbers in column 5 by 16 (i.e. $1850*16 = $29,600).
Column 8 lists the cumulative dollar savings for 16 machines; the numbers are obtained by adding a subsequent year’s savings to the sum of all savings realised in preceding years.
The last three columns in Table 1 have the heading “doing nothing”. To do nothing implies a run-to-failure (RTF) philosophy. For plants that process flammable, toxic or explosive materials, RTF has been thoroughly discredited. Sadly, run-to-failure philosophies are still occasionally practiced by a few people who will never learn that steam turbine maintenance is far more complex and important than properly maintaining children’s roller skates.
Column 9 is the yearly per machine (M/C = machine) cost of “doing nothing”, i.e. running to failure. Failure would occur after three years of operation, at which time it would cost $36,000 to repair. The per-year portion shown in each row is 1⁄3 of $36,000 (36k) = $12,000 per machine.
Column 10 was devised to show the cost of steam turbine fires. We expect one fire per 2000 maintenance interventions. For an MTBF of 10 years and 160 steam turbines, 16 repair interventions will be experienced in each of these 10 years. However, with an MTBF of only three years, there would be 53 repairs per year. Yearly fire-related costs would be $24,000 (24k) with an MTBF of 10 years and $80,000 (80k) with an MTBF of merely three years.
Column 11 is obtained by observing, from column 9, the yearly fire losses in the 10-year MTBF and three-year MTBF cases. The losses equal $24,000 and $80,000, respectively. The yearly difference is $56,000. Each year, another $56,000 is added to the previous year’s figure.
We have reason to believe that Table 1 reflects generally accepted investments, savings and costs. Savings exceed investments every year and we find the numbers compelling and applicable as reasonable averages.
Overall, we see that the population of general purpose (GP) steam turbines in refineries is aging. In devising Table 1 and electing to use Situation “a”, we took into account that a majority of bearing frames in these GP machines are still fitted with simple stationary labyrinth devices. Experience shows that these components are quite ineffective in preventing moisture ingress and contamination of the lube oil. In other words, stationary labyrinth seals represent “old technology” that makes the machines either maintenance-intensive or, with inadequate and deferred maintenance, more failure-prone than deemed acceptable by risk-averse oil refineries.
These and related new technologies are of interest to the risk-averse and are almost always cost-effective in reliability-focused oil refineries. Check into replacing segmented carbon rings in small and medium-size steam turbine glands and consider installing vastly superior STS High Temperature Mechanical Seals. Although first tested and cost-justified in 1985<small5, substantially improved versions were recently introduced. These cartridge-mounted High Temperature Mechanical Seals make extensive use of modern dry-running compressor gas seal technology. They should be actively considered as a highly effective means of lowering maintenance costs and extending steam turbine life.
Heinz P. Bloch resides in Westminster, Colorado. His professional career commenced in 1962 and included long-term assignments as Exxcon Chemical’s Regional Machinery Specialist for the US. He has authored or co-written close to 700 publications, among them 20 comprehensive books on practical machinery management, failure analysis, failure avoidance, compressors, steam turbines, pumps, oil mist lubrication and practical lubrication for industry. Mr Bloch holds B.S. and M.S. degrees (cum laude) in Mechanical Engineering. He is an ASME Life Fellow and was awarded lifetime registration as a Professional Engineer in New Jersey.
Richard Smith served as a Product and Services Manager with international responsibilities for AESSEAL, Inc, located in Rotherham, UK, and Rockford, TN. His 35-year experience is largely concentrated in the development of advanced sealing products for fluid machinery in the petrochemical and petroleum refining industries.
1 API-611 General Purpose Steam Turbines for Petroleum, Chemical and Gas Industries, May 2008 (5th Edition), American Petroleum Institute, Washington DC
2 Bloch, Heinz P, “Petrochemical Machinery Insights”, (1st Ed, 2016) Elsevier Publishing Company, Oxford, UK and Cambridge, MA, 784 pages, ISBN 978-0-12-809272-9
3 John Harms and Chris Rehmann, “Eliminating Moisture Damage to Bearings on Critical Steam Turbines”, Solutions 2.0 Conference, November 2010
4 API-611 General Purpose Steam Turbines for Petroleum, Chemical and Gas Industries, May 2008 (5th Edition), American Petroleum Institute, Washington DC
5 Bloch, Heinz P. and Hurl Elliott, “Mechanical Seals for Medium-Pressure Steam Turbines”, presented at the ASLE 40th Annual Meeting in Las Vegas, NV, May 1985 & reprinted in Lubrication Engineering, Nov.1985
Find Engineering Related Companies In The Pump Industry Capability Guide


-
There’s more to non-return valves than meets the eye
Non-return valves (check valves) are mechanical valves that permit gases or liquids to flow in only one direction, preventing flow from...
-
State-of-the-art pump supplies Yorke Peninsula
At Kainton Corner, the booster pump station – in-line with the Upper Paskeville water treatment and water pump station...
-
Legacy of a golden past: dewatering the Mount Morgan Mine
The Mount Morgan Mine was once the largest gold mine in Queensland, yielding around 250 tonnes of gold and...
-
Combatting bad vibrations with expansion joints
From the smallest pipes to the most powerful motors, protecting your fixed pipework against the effects of vibration, even...
-
Lessons learnt from the Alfred Street pump station upgrade
A major pump upgrade to the City of Logan’s largest wastewater pump station, involving 3D laser surveying and the...
-
Complying with fire pump standards
The Pump Industry Association (PIA) has been working with the Fire Protection Association Australia (FPAA) to create a checklist...
-
Solar power pilot improves sand bypass pumping system
A new solar power pilot project is helping improve energy efficiency and reduce emissions for the Gold Coast’s Sand...
-
New technology trial to control pump energy usage
Working with the community across north Melbourne, Jemena will trial Direct Load Control (DLC), a Victorian first, to test...












){kind=link}