


Vacuum pumps are used to produce sufficient air flow to operate milk harvesting equipment and represent approximately 80 per cent of energy used by the milking equipment components.
The other two components, the milk pump and feed motors represent the remaining ten percent, respectively. Installing a variable speed drive on a vacuum pump will match the speed of vacuum pumps with the demand for air flow thereby lowering energy consumption and energy emissions, as well as noise in the dairy shed.
The technology
A variable speed drive (VSD) will produce the minimum reserve requirement only when there is extra demand for air flow, above what is required for operating the equipment. Energy savings will occur when there is no demand for the extra air flow.
Variable speed drives can be attached to new or existing vacuum pumps. Two commonly used vacuum pumps are oil vane and blower vacuum pumps.
Oil vane vacuum pumps need to operate at high revolutions to provide sufficient vacuum. In some cases they might not be suited to a VSD if the revolutions can not be lowered without wearing out the pump.
Blower vacuum pumps are more energy efficient than oil vane pumps but have a higher initial cost. Blower vacuum pumps are better suited to VSD as they can operate at lower revolutions than oil vane vacuum pumps whilst still maintaining sufficient vacuum. They generally run quieter and have a longer life.
Some of the considerations for installing a variable speed drive include:
- Existing pump – the working condition of the existing pump can influence the potential savings, particularly older pumps
- Pump running time – the size of the dairy farm relative to the number of cows milked influences potential savings. The greatest gains can be made on longer running times
- Matching pump size with shed size – if the size of the pump is not matched to the dairy shed money can be saved by upgrading the pump and installing a variable speed drive
- Correct installation and machine testing – full energy saving gains will be achieved when filter protections and components are properly installed and tested
- Dairy shed power type – single phase power may require a larger drive or inverter therefore drawing more power to run. Three phase power may be a better option
- Air consumption – different vacuum pumps with the same motor size (kW) can have different air consumption due to the layout of the system. Leakage of air in the system by incorrect installation can also reduce efficiency
- Motor speed of existing pump or revolutions per minute (RPM) – Greater energy savings are possible where the pump can operate at a lower RPM (e.g. half capacity), for example a 1,400RPM motor that can be geared down to 700RPM will benefit from installing a VSD.
The lower motor speed must remain above the minimum operating requirement of the motor to avoid unnecessary wear and early replacement.
Energy savings
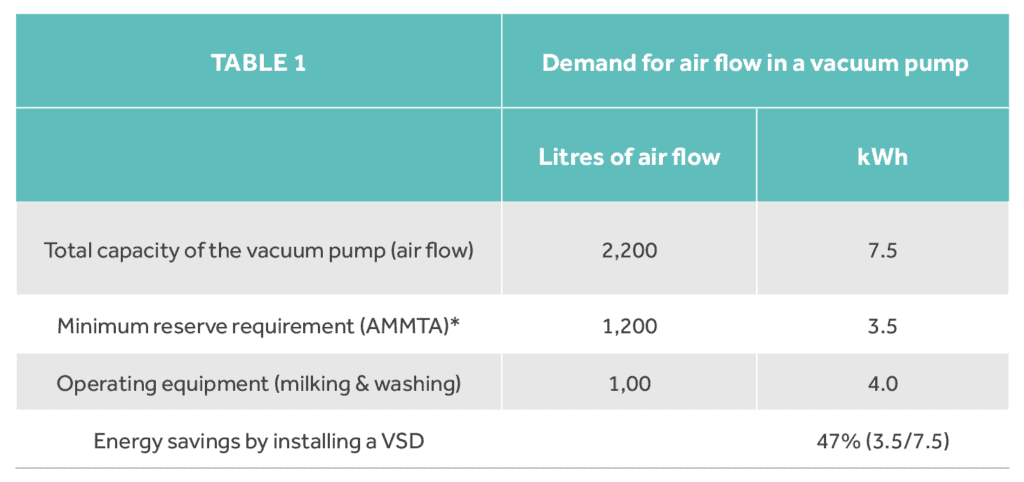
Table 1: An example of the air flow on a 7.5kW oil vane vacuum pump for the minimum reserve requirement and operating equipment. This system was set to 50kPa.
There are opportunities to reduce energy consumption on vacuum pumps as they typically operate at a constant speed regardless of the demand for air flow. The pump produces sufficient air flow to operate the milk harvesting equipment plus a minimum reserve requirement. When the minimum reserve requirement is not produced there is a 47 percent saving in energy (Table 1).
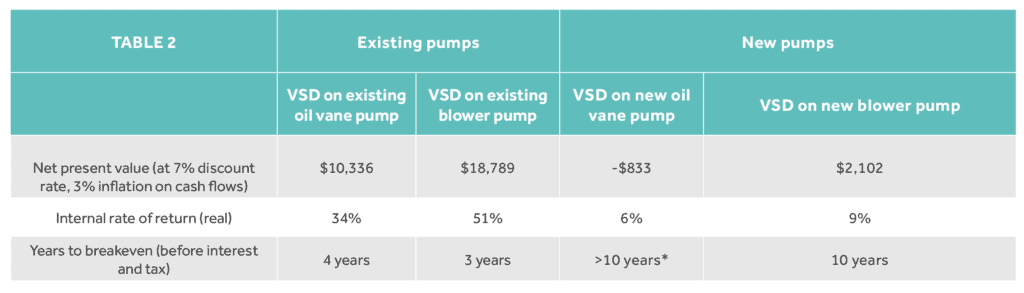
Table 2: Economic analysis of a variable speed drive kits on new and existing vacuum pumps.
*The new oil vane vacuum pump with a VSD installed did not recoup costs by the end of year ten.
The above hypothetical case study farm has a 7.5kW oil vane vacuum pump which generates 7.5kWh per hour. The pump operates for 2.5 hours per milking, with the first hour of weekdays on off-peak time. The pump used 13,650 kWh and cost $2,535 in the first year.
The most profitable option was installing a Variable Speed Drive (VSD) kit on an existing blower vacuum pump. However a VSD is profitable on any existing vacuum pump.
New blower vacuum pumps were profitable investments whereas a new oil vane vacuum pump would not recoup the initial costs by the end of year ten. The energy savings in the new oil vane vacuum pump did not cover the capital and operating costs over the ten year period.
This suggests that a blower vacuum pump with a VSD installed is the preferred type of pump to replace an existing pump.
For more information on pumps in agriculture, visit Agriculture Victoria’s website agriculture.vic.gov.au
Find Vacuum Pumps Related Companies In The Pump Industry Capability Guide




-
LNG receiving terminals
By David A. Coyle and Vinod Patel, Kellogg Brown and Root, Inc, Houston, Texas Last year we looked at...
-
Considerations when selecting and installing a progressive cavity pump
What do you feel are the most important considerations when selecting and installing a progressive cavity pump? Question answered...
-
The evolution of the Australian pump industry – Part 1
As Pump Industry Australia Inc (PIA) – formerly known as the Australian Pump Manufacturers Association – celebrates fifty years...
-
Style and size considerations when selecting a control valve
Control valves play an important role in regulating the flow, pressure, temperature or other variables – such as density,...
-
Pulsafeeder High Flow, High Pressure Pump PulsaPro 900
Pulsafeeder announces the PulsaPro 900, a hydraulic diaphragm process and metering pump specifically developed to target the robust needs...
-
Weir refurbishment project wins engineering award
An innovative weir refurbishment project in northern Victoria has taken out the Innovative Practice/Service Delivery Award at the 2014...
-
Long-time Pump Industry Magazine Editor departs
Pump Industry’s Managing Editor, Lauren Cella, is leaving the publication after seven years in the role. Lauren has been...
-
New range of EN733 pumps: world leading performance
As a major manufacturer of industrial pumps to JIS and API610 standards, Ebara Corporation has embarked on a globalisation...










{kind=link}