


Atlas Copco has recently introduced a new portfolio of vacuum products which can support the specific vacuum needs of customers across a range of markets, and many common vacuum applications.
Beside the new range of 2-stage oil-sealed rotary vane vacuum pumps, Atlas Copco also introduced a new range of vacuum booster pumps, piston pumps, liquid ring pumps and steam ejectors. This new portfolio can support industries including mining, cement, paper, refineries and food, as well as industries as diverse as aerospace, automotive, refrigeration, glass, bottling, canning and woodworking.
In early 2015 an innovative, intelligent vacuum pump will be introduced – the GHS VSD+ – representing a real leap forward in the vacuum industry.
The GHS VSD+ Series is a new range of highly efficient, intelligent vacuum pumps with Variable Speed Drive (VSD) from Atlas Copco. Based on the well-known and durable plug-and-play design principles of Atlas Copco compressors, these vacuum pumps have been designed by vacuum engineers to deliver peak performance at operating pressures commonly found in industrial applications.
The GHS VSD+ series offer:
- Energy savings of around 50 per cent
- A state-of-the-art technology, variable speed drive (VSD) and innovative motor design combine to produce a leap forward in efficiency to dramatically reduce lifecycle costs
- Significantly better performance against benchmarked oil-sealed and dry vane vacuum pump
- Quiet operation – noise levels are around half that of comparable technologies.
- Sustainable productivity due to built-in efficiency. Conforms to energy management and environmental commitments according to ISO 50001/14001
- Reduced environmental impact due to ultra-high oil retention at all operating pressures – from ultimate pressure to atmospheric pressure.
Atlas Copco currently offers a range of vacuum solutions:
The GVD 0.7-28 series of small 2-stage oil-sealed rotary vane pumps deliver excellent ultimate vacuum pressure, high pumping efficiency and superior vapor handling capabilities with quiet operation. These pumps offer a reliable and stable proven performance that set the industry standard for R&D and scientific pumping applications. All pumps/motors are approved to UL and CSA standards by an external test house and many features a patented mode selector switch, meaning one model is suitable for both high vacuum or high throughput applications.

GVD 12 – two-stage oil-sealed rotary vane pump.
The GVD 40-275 series of 2-stage oil sealed rotary vane vacuum pumps are renowned for their high ultimate vacuum, rapid pumping speeds, quiet operation and ability to handle water vapor. These direct drive rotary vane pumps are inherently compact and vibration free, and with their finger-proof fan and coupling housings they offer excellent operator protection. A comprehensive range of accessories is available to allow use on the widest variety of vacuum applications.
The ZRS 250-4200 mechanical booster pumps, based on the simple rotary lobe principle, remain the favorite pump for applications where high pumping speeds are required for pressures in the region of 0.01 to 50 mbar. This pump must always be backed by another pump, which can deliver against a high-pressure differential to atmospheric pressure. Operating at relatively low pressures, the mechanical booster pump is not exposed to the same concentrations of corrosive process media as is the backing pump, which makes it highly reliable.
With over 10,000 units sold, the Atlas Copco GLS 250-500 series of rotary piston pumps set the standard for performance and reliability as the industry’s most efficient, space-saving design. The GLS has been improved, upgraded and fine-tuned to deliver even better dependability and productivity combined with minimal maintenance and process downtime. This is crucial in demanding applications such as the automotive or aerospace industry and their supply chains.

GVD 175 – two-stage oil-sealed rotary vane pump.
Atlas Copco liquid ring vacuum pumps are offered as standard packages in a number of configurations, suitable for operation in once through, partial or total recirculation. The AW liquid ring vacuum pumps are available for both single (AWS) and two stage pumps (AWD) with capacities from 200-37500 m³/h and vacuum levels down to 30 mbar (a).
Atlas Copco is a world-leading provider of sustainable productivity solutions. The Group serves customers with innovative compressors, vacuum solutions and air treatment systems, construction and mining equipment, power tools and assembly systems. Atlas Copco develops products and service focused on productivity, energy efficiency, safety and ergonomics. The company was founded in 1873, is based in Stockholm, Sweden, and has a global reach spanning more than 180 countries. In 2013, Atlas Copco had revenues of BSEK 84 (BEUR 9.7) and more than 40,000 employees. Learn more at www.atlascopco.com.

GLS – oil-sealed rotary piston pump.
Atlas Copco’s Compressor Technique business area provides industrial compressors, vacuum solutions, gas and process compressors and expanders, air and gas treatment equipment and air management systems. The business area has a global service network and innovates for sustainable productivity in the manufacturing, oil and gas, and process industries. Principal product development and manufacturing units are located in Belgium, Germany, the United States, China and India.

ZRS 250-ZRS 500-ZRS 2600-ZRS 4200 mechanical booster pump.
Vacuum Solutions is a division within Atlas Copco’s Compressor Technique business area. It develops, manufactures and markets vacuum pumps, abatement systems, valves and related service products mainly under the Edwards and Atlas Copco brands. The main market segments served are: semiconductor, flat panel display, solar, scientific and utility vacuum. The division’s focus and main drive is to further improve its customers’ productivity. The divisional headquarters are in Crawley United Kingdom.
For more information please contact, Pierre Matschke, Regional Business Line Manager, Utility Vacuum Business Unit, South East Asia-Oceania on +61 418 401 914 or [email protected].
Find Vacuum Pumps Related Companies In The Pump Industry Capability Guide


-
New 3ML tank and pump station in Marong completed
The Marong Region in Victoria now has a new 3ML concrete tank and booster pump station, with the long-awaited...
-
Tender: design and construction of sewage pump station upgrades
City of Gold Coast (QLD) is seeking tenders for the design and construction of the CO13 sewerage vacuum and...
-
Apollo Bay water storage construction
Construction activities are about to ramp up on Apollo Bay’s water storage project in Victoria’s west with construction of...
-
$369.6 million for Safe and Secure water for regional NSW
The New South Wales Government has announced a further $369.6 million investment into its Safe and Secure Water Program...
-
Construction begins for $1 billion Queensland mine and pipeline
Works have commenced for the $1 billion Olive Downs mine and associated plant, water pipeline, transmission lines and infrastructure....
-
Tender: construction of sewer pump station
Gladstone Ports Corporation Limited, QLD is seeking submissions from suitably qualified and resourced companies to construct Sewer Pump Station...
-
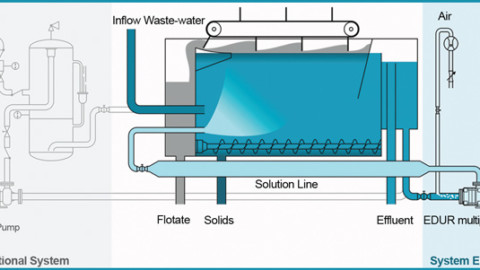
German technology cuts DAF costs
Multiphase DAF pumps provide asset owners with a simple and easy-to-use system which can replace a range of existing equipment,...
-
AGL flag delay on Crib Point gas import project
AGL Energy has announced that it expects first gas to be delivered from the proposed AGL Gas Import Jetty...










{kind=link}