

FluidFuture® is KSB’s comprehensive energy efficiency concept for your entire hydraulic system, aimed at optimising your plant’s overall efficiency. To make this happen, KSB has developed five interlocking modules, which enable KSB to identify and achieve savings right through the life cycle of your pumps and valves.
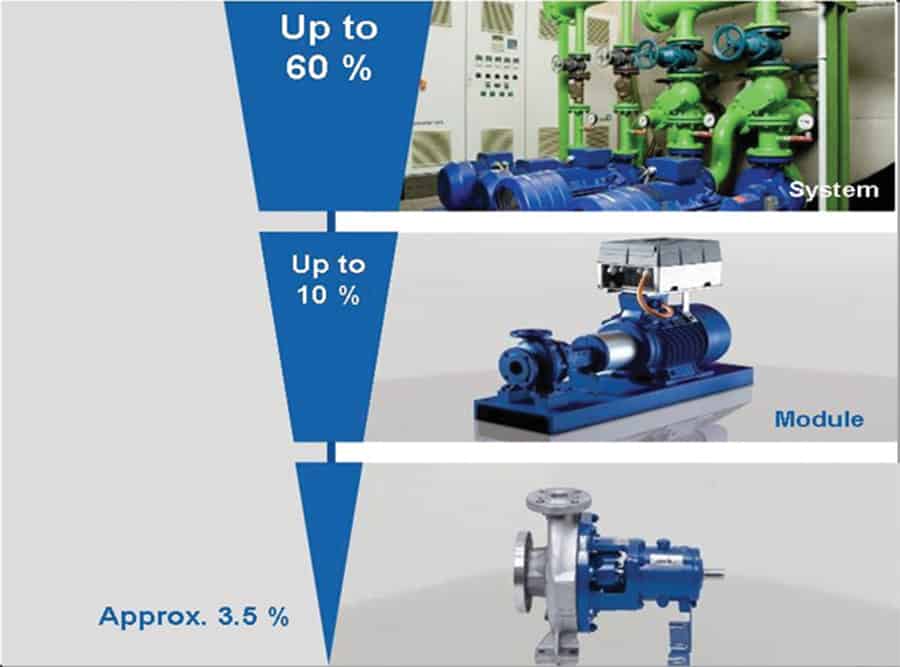
Figure 1. General aspects for reducing energy consumption.
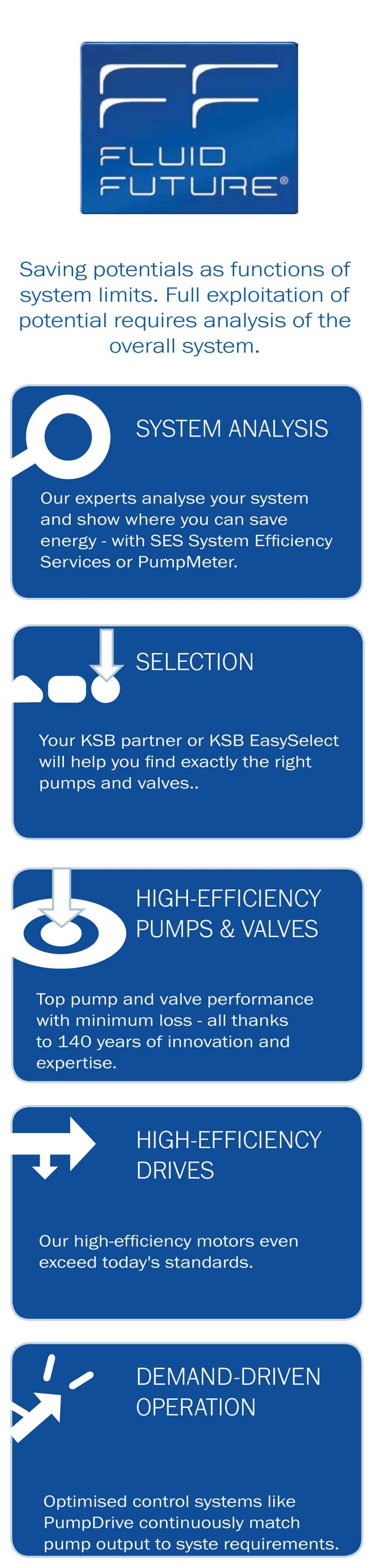
Figure 2.
Maximising the efficiency of pumping systems
KSB has elaborated and tested a compact energy efficiency concept to tackle ‘high energy consumption’. The idea is not to pick out individual components and investigate them without regard for the rest of the installation, but to optimise the entire hydro-mechatronic system (Figure 1). FluidFuture covers everything from analysing pumping requirements and selecting the right pump, to adjusting the impeller’s diameter, implementing automatic, demand-driven speed control and using high-efficiency synchronous motors.
Due to the countless variables in each individual case, there is no such thing as a standard solution for reducing the energy consumption of pumps, no matter what the application. In order to fully exploit the available saving potentials and optimise the cost efficiency of pump systems, the following five general aspects must be given due consideration (Figure 2).
System analysis
For end users, centrifugal pumps tend to be something of a black box. Viewed from the outside, there is no way to tell whether they are working efficiently or just eating up energy. Consultants are often criticised for not taking into account fluctuating operating conditions when they select pumps for a given project. Procurement managers are often accused of ignoring life cycle costs. The real problem, however, begins before the pump is selected and installed.
For both the consultant and the user, the pump has to be a “transparent” machine. It must provide feedback on its own performance, so that this information can be gathered and the experience applied to future pumping solutions, all the while continuing to conform to EN 50001. One way to obtain the requisite data is to install intelligent pressure sensors.
The FluidFuture monitoring unit incorporates pressure sensors as well as a display and analysis unit fitted to the pump (Figure 3). This unit determines the operating point primarily on the basis of the measured difference in pressure between the centrifugal pump’s inlet and outlet. All essential pump data, such as its characteristic curve and motor and application parameters, is stored in the unit’s memory. For the system operator, this means easy handling, minimal installation work and optimal results. It also removes the necessity to install any additional pressure sensors or pressure gauges.
The operating point is determined by calculating the pump head from the difference between the two pressures, including the dynamic head share. This calculation also takes into account that less slip occurs in cases of low flow operation of the centrifugal pump, and an accordingly low load on the motor, than in cases of heavier loads. We can make use of this relationship to calculate the operating point.
First, the precise speed of the pump set is derived from the pressure pulsation caused by the passing impeller vanes. Next, the speed is used as a basis to compute the torque and the pump input power. The pump input power, in addition to the measured pressures and the head, are then used to determine the operating point of the centrifugal pump. No additional measuring points outside of the centrifugal pump are required.
The straightforward display of the sensor is based on international symbols and a typical pump characteristic allows users to assess the operating point immediately upon starting up the pump. The unit continuously determines the operating point and shows in which range it is positioned on the saved pump characteristic. It also records the operating hours per load range. The load profile, obtained as a histogram, is stored for up to ten years and can be accessed at any time with the appropriate software. This means pump operation can be monitored and optimised over a long period of time. The available data also makes it possible to quantify the profitability of optimising pump operation. This is useful if, for example, you were considering retrofitting a speed control system.
For more information, visit www.ksb.com.au

Figure 3. Intelligent differential pressure sensor with load profile memory.
Find Engineering Related Companies In The Pump Industry Capability Guide




-
Cost efficient wastewater treatment
Australian Pump Industries, Australian distributors for Tsurumi Pump products, is bringing an exciting range of wastewater treatment pump products...
-
Major acquisition creates Australia’s largest pump rental company
The pump industry was abuzz with news of the National Pump & Energy acquisition in August. NPE had acquired...
-
“Eradicator” for unloading tankers
A NSW council has acquired a Gorman-Rupp T3C60SC-B for unloading wastewater tankers. The tankers collect wastewater from septic tanks,...
-
Solar pumps for King Island dairies
King Island dairy farmers are saving money and doing their bit for the environment through the use of new...
-
Lowara releases new Smart Pump range
The new Lowara Smart Pump range is designed to “plug and play” and is all about the right combination...
-
Solving sludge pump choking problems
Lismore City Council was having chronic problems with their digester pump choking at their South Lismore Sewage Treatment Plant,...
-
Ammaroo Phosphate Project gets the green light
A proposed Verdant Mineral Limited phosphate project — including new pipeline infrastructure and borefield—has been deemed environmentally acceptable by...
-
Solar powering Broome borefield
Water Corporation has begun a 12-month trial using hybrid solar-diesel power to deliver drinking water from the Broome borefield...










